Методы улучшения конструкции сверл
 а б
Рис. 45. Спиральные сверла
с нормальной (а) и двойной заточкой (б)
а б
Рис. 45. Спиральные сверла
с нормальной (а) и двойной заточкой (б)
|
Двойная заточка режущей части.Для повышения прочности вершин лезвий (уголков сверла) и снижения износа на периферийных участках режущих кромок часто производят двойную заточку режущей части (рис. 45) с уменьшенным углом в плане в местах перехода к направляющей части сверла. Двойная заточка позволяет повысить стойкость инструмента в 2…3 раза. Положительный эффект от двойной заточки обеспечивается за счет увеличения длины режущих кромок  и следовательно площади контакта, а это в свою очередь способствует увеличению теплоотвода и снижения температуры в зоне резания [4, 14].
и следовательно площади контакта, а это в свою очередь способствует увеличению теплоотвода и снижения температуры в зоне резания [4, 14].
 а б
Рис. 46. Спиральные сверла
с неподточенной (а) и подточенной (б)
поперечной кромкой
а б
Рис. 46. Спиральные сверла
с неподточенной (а) и подточенной (б)
поперечной кромкой
|
Подточка поперечной кромки.Размеры поперечной кромки оказывают существенное влияние на величину осевой силы. Установлено, что на поперечную кромку приходится 50… 60 % от величины осевой силы.
В связи с этим для уменьшения осевой силы в ряде случаев производят подточку поперечной кромки с величины  до величины
до величины  с целью уменьшения ее длины (рис. 46).
с целью уменьшения ее длины (рис. 46).
Уменьшение длины поперечной кромки позволяет повысить стойкость сверл в 2…3 раза [4, 11].
  а б
Рис. 47. Цилиндрические ленточки у спиральных сверл:
а – серийных; б – с подточенной ленточкой
а б
Рис. 47. Цилиндрические ленточки у спиральных сверл:
а – серийных; б – с подточенной ленточкой
|
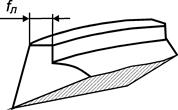
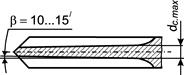
Подточка цилиндрической ленточки.У серийных сверл ширина цилиндрической ленточки  составляет
составляет  (рис. 47, а). Подточка ленточки вблизи режущей части сверла (рис. 47, б) уменьшает трение, а следовательно, и износ при контакте этой ленточки с обработанной поверхностью заготовки. У сверл с подточенной ленточкой ширина ленточки на подточенном участке составляет 0,1…0,3 мм. При этом длина подточки
(рис. 47, а). Подточка ленточки вблизи режущей части сверла (рис. 47, б) уменьшает трение, а следовательно, и износ при контакте этой ленточки с обработанной поверхностью заготовки. У сверл с подточенной ленточкой ширина ленточки на подточенном участке составляет 0,1…0,3 мм. При этом длина подточки  мм.
мм.
  а б
Рис 48. Спиральные сверла с нормальной (а) и увеличенной
сердцевинами (б)
а б
Рис 48. Спиральные сверла с нормальной (а) и увеличенной
сердцевинами (б)
|
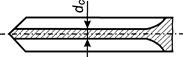
Утолщение диаметра сердцевины сверла.Утолщение диаметра сердцевины сверла  повышает его прочность, жесткость и снижает уровень вибраций, а также способствует уменьшению увода инструмента при сверлении глубоких отверстий. У сверл с нормальной сердцевиной
повышает его прочность, жесткость и снижает уровень вибраций, а также способствует уменьшению увода инструмента при сверлении глубоких отверстий. У сверл с нормальной сердцевиной  (рис. 48, а), у сверл с увеличенной сердцевиной
(рис. 48, а), у сверл с увеличенной сердцевиной  (рис. 48, б). При этом величина
(рис. 48, б). При этом величина  не должна превышать 10…15/, в противном случае будет затруднен вывод стружки из зоны резания.
не должна превышать 10…15/, в противном случае будет затруднен вывод стружки из зоны резания.
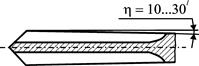 Рис. 49. Обратная конусность
у сверл
Рис. 49. Обратная конусность
у сверл
|
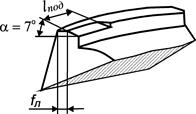
Заточка обратной конусности по наружному диаметру сверла. Такой вид заточки (рис. 49) позволяет исключить заклинивание инструмента в отверстии при сверлении глубоких отверстий в малопластичных материалах. Угол обратной конусности  составляет обычно 10…30/, что соответствует 0,06…0,15 мм на 100 мм длины инструмента.
составляет обычно 10…30/, что соответствует 0,06…0,15 мм на 100 мм длины инструмента.
Оснащение сверл пластинами из твердых сплавов.Основное назначение твердосплавных сверл – обработка отверстий в заготовках из чугуна, закаленных углеродистых, нержавеющих, жаропрочных и кислотостойких сталей, титановых сплавов, а также обработка отверстий в заготовках из цветных металлов и неметаллических материалов. При правильной эксплуатации твердосплавных сверл их стойкость в 10…40 раз выше стойкости быстрорежущих сверл при одновременном увеличении производительности труда в 2…4 раза.
Дата добавления: 2015-12-16; просмотров: 1739;