Характеристика заводов и цехов по производству подъемно-транспортных машин
Подъемно-транспортные машины и оборудование производятся на специальных заводах и в специализированных цехах крупных машиностроительных заводов. Заводы, как правило, специализируются по выпуску определенного вида подъемно-транспортных машин и оборудования: краностроительные, конвейеростроительные, по производству подъемников и лифтов, других видов ПТМ.
Специализация заводов по выпуску определенного вида ПТМ позволяет организовать поточное или крупносерийное производство.
В специализированных цехах, оборудованных главным образом на заводах тяжелого машиностроения, производят преимущественно специальные виды подъемно-транспортных машин и оборудования. Так, например, в цехах краностроительного завода выпускают разливочные краны, козловые краны для ГЭС.
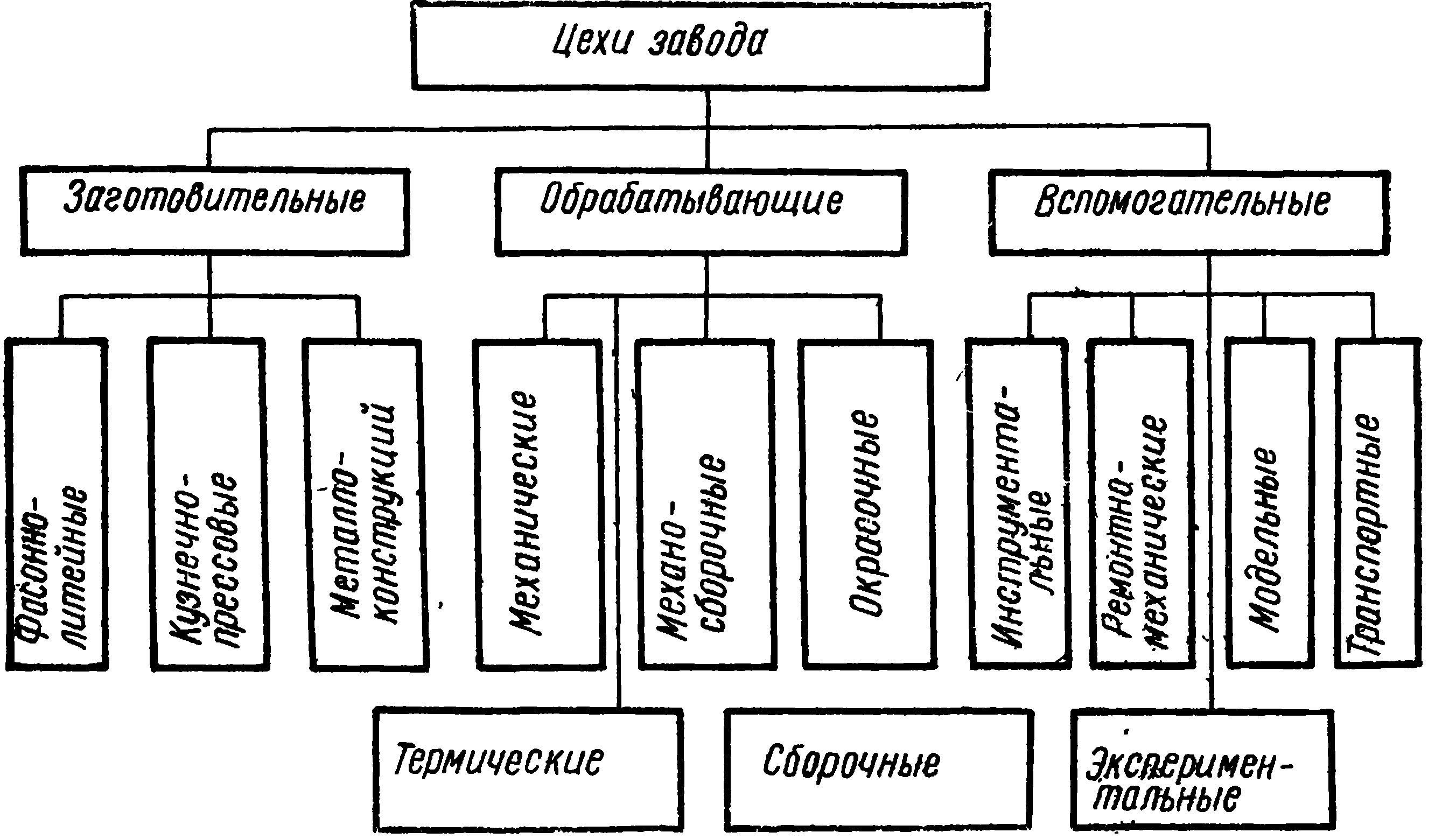
Рис 1.Классификация цехов краностроительного завода
Производство ПТМ на крупных заводах позволяет использовать существующие на них заготовительные цехи, универсальное оборудование, инструмент и оснастку, что снижает затраты на производство кранов.
В состав завода, специализированного по выпуску определенного вида ПТМ, например краностроительного, входят фасоннолитейные цехи, кузнечно-прессовые, сборочные, металлоконструкции и др. (рис. 1).
Фасонно-литейные цехи предназначены для получения литых заготовок деталей из стали, чугуна и цветных металлов — бронзы, латуни. Исходя из этого фасонно-литейные цехи включают цехи стального, чугунного и цветного литья. На заводах средней мощности литые заготовки из стали, чугуна и бронзы часто производят в одном цехе, имеющем соответствующие участки.
Для получения жидкой стали используются обычно электрические сталеплавильные печи мощностью 5 — 50 т или конвертеры —для изготовления букс роликов, барабанов и т. д., что ускоряет процесс получения отливок.
Расплавленный чугун получают в вагранках производительностью от 3 до 10 т/ч. Жидкий металл из бронзы, латуни и т. д. выплавляют в электрических и тигельных печах.
В фасонно-литейных цехах осуществляется и процесс формовки деталей, для чего широко применяются формовочные машины.
Очистка литья от формовочной земли и пригара, удаление прибылей и литников в отливках происходит в обрубных отделениях. С целью уменьшения пылеобразования и улучшения качества очистки пригоревший формовочный песок (состав) часто удаляют с поверхностей отливок в закрытых электрогидравлических, дробеструйных и вибрационных установках.
Чтобы снять внутренние напряжения в отливках и улучшить структуру металла, стальные отливки подвергают обязательному процессу предварительной термической обработки — нормализации или отжигу. Для нагрева отливок в цехах устанавливают специальные печи (обычно с выдвижным подом).
Кузнечно-прессовые цехи предназначены для изготовления разного рода кованых и штампованых заготовок деталей. Эти цехи оборудуют нагревательными печами, молотами, прессами, ковочными машинами и т. д.
В качестве заготовок для мелких и средних по массе поковок используется прокатный металл, а для крупных — слитки, полученные в электросталеплавильных или мартеновских цехах.
На заводах по производству ПТМ используются также заготовки (поковки и отливки), изготовленные на специализированных заводах (заводы литья и поковок), что позволяет снизить стоимость и улучшить качество заготовок. Так, например, изготовление катаных заготовок крановых колес на вагоностроительных заводах позволяет получать эти заготовки не ковкой или штамповкой, а прокаткой, что улучшает макроструктуру металла и уменьшает припуски на обработку.
Цехи металлоконструкций предназначены для изготовления сварных и клепаных металлических конструкций. Эти цехи оснащены оборудованием для правки (правильные вальцы), резки (ножницы, аппараты для газовой резки), гибки (гибочные прессы и машины) и сварки (сварочные аппараты различных типов) металла. Цехи металлоконструкций обычно примыкают непосредственно к механосборочным или сборочным цехам, что способствует сокращению протяженности грузовых потоков.
Цехи металлоконструкций производят также готовые узлы (стрелы, фермы), поэтому их относят к заготовительно-обрабатывающим цехам.
Механические и механосборочные цехи предназначены для механической обработки заготовок деталей из литья и поковок, а также деталей, изготовляемых из проката. Кроме того, в механосборочных цехах на специальных сборочных участках производится сборка деталей в узлы (редукторы, лебедки, грейферы, противоугонные устройства и др.).
Механические цехи и отделения оборудуют современными металлорежущими станками. В зависимости от вида производства (мелкосерийное или массовое) станочный парк цехов состоит из универсальных станков типа 1К62, 16К20, 6Р82 или из специальных, куда входят станки с числовым программным управлением и станки-автоматы типа 1А341Ц, КК13.
Сборочные цехи предназначены для сборки машин. В зависимости от габаритов ПТМ в сборочных цехах и на сборочных участках производится полная сборка машин (тельферы, автомобильные краны, передвижные конвейеры) или, что бывает чаще, укрупненная узловая сборка (мостовые краны, конвейеры, подъемники, подвесные канатные дороги и др.). Однако во втором случае также производится полная начальная и периодическая контрольная сборки выпускаемых машин.
Сборочные цехи и участки оборудуются испытательными и сборочными стендами, стапелями, кранами соответствующей грузоподъемности.
Большинство применяемых окрасочных материалов (эмали, нитроэмали) содержит вредные примеси, которые испаряясь попадают в воздух и создают нездоровые условия труда для рабочих. Поэтому окрасочные цехи, как правило, размещают в отдельных зданиях с хорошей системной вентиляцией, а окраску и сушку изделий производят в специальных камерах.
Окраска (главным образом грунтовка с применением масляных красок) может производиться и на сборочных участках в механосборочных и сборочных цехах.
Часто технологически тесно связанные цехи, отделения или участки сводят в блоки, что улучшает транспортные связи. Схема компоновки блока цехов краностроения при мелкосерийном производстве специальных кранов большой грузоподъемности показана на рис. 2. В блок входят механический цех 1, цех металлоконструкций 3 и сборочный 4. Тяжелые металлорежущие станки, предназначенные для механической обработки крупных деталей и узлов кранов (расточные, радиально-сверлильные, продольнострогальные), вынесены в сборочный пролет (участок 2). Для транспортирования узлов металлоконструкций из цеха 3 в цех 4 проложен железнодорожный путь г. Около цеха металлоконструкций размещен открытый склад металла 5, оборудованный мостовыми кранами а, передвигающимися по эстакаде, и козловыми кранами б. Детали из механического цеха в сборочный транспортируются при помощи самоходной железнодорожной платформы (лафета) по путям в.
Общая схема компоновки блока отделений и участков при поточном производстве мостовых кранов общего назначения показана на рис. 3. На участки 8 и 8а общей сборки кранов узлы металлоконструкции доставляются кранами и тележками с участков и 66. На участок 7 сборки грузовых тележек узлы поступают с соседнего участка 4 узловой сборки.
В свою очередь, на участок узловой сборки 4 детали поступают с участков 2, 2а и 26 механической обработки деталей, а на участки 6, 6а и 66 изготовления узлов металлоконструкций элементы поступают с отделений 5 и 5а, где их изготавливают.
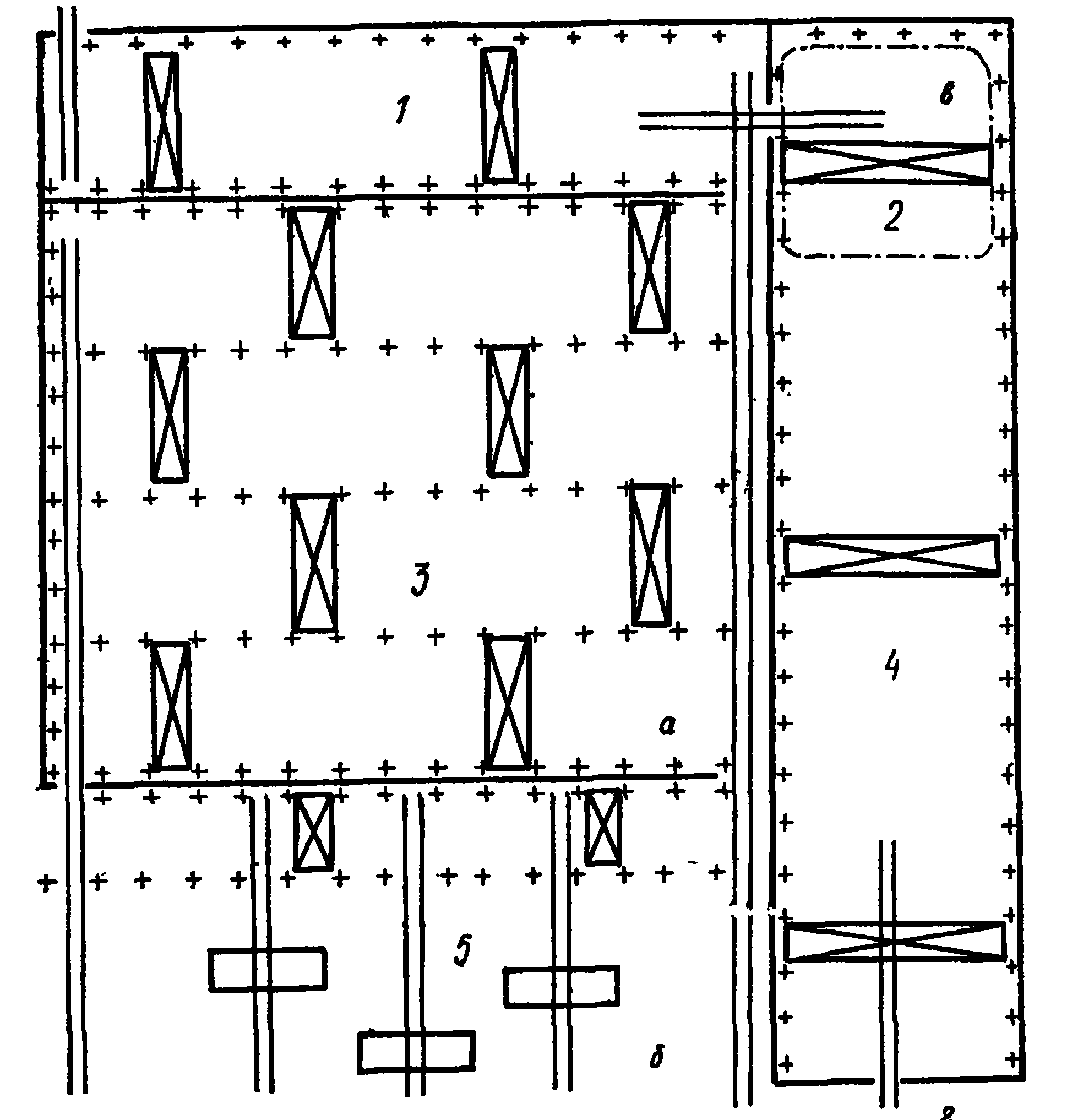
Рис. 2. Схема обшей компоновки цехов завода при мелкосерийном производстве специальных кранов большой грузоподъемности:
/ — механический цех; 2 — сборочный пролет; 8 — цех металлоконструкций; 4 — сборочный цех; 5 — склад
Первичную обработку (очистку, правку и другие операции) листовой прокат проходит на участках 9 и 9а. Термическая обработка деталей (сорбитизация ходовые колес кранов и др.) осуществляется на оборудовании, размещенном в отделении 1.
Инструментальные цехи предназначены для изготовления некоторых видов специальных режущих и измерительных инструментов, технологической оснастки (резцы, штампы, приспособления). Для этой цели цехи оснащаются точными и особо точными металлорежущими станками и инструментом.
Основное же количество необходимых режущих и измерительных инструментов (сверла, развертки, фрезы, калибры и др.) производится на специальных заводах. Ремонтно-механические цехи предназначены для ремонта всего технологического и подъемно-транспортного оборудования завода. Они входят в службу отдела главного механика завода. Непосредственно в ремонтно-механических цехах производятся средние и капитальные ремонты оборудования, которое может быть доставлено в цех (передние бабки, станины, грузовые тележки кранов), а ремонт остальных узлов и последующая сборка машины производятся на месте установки машины.
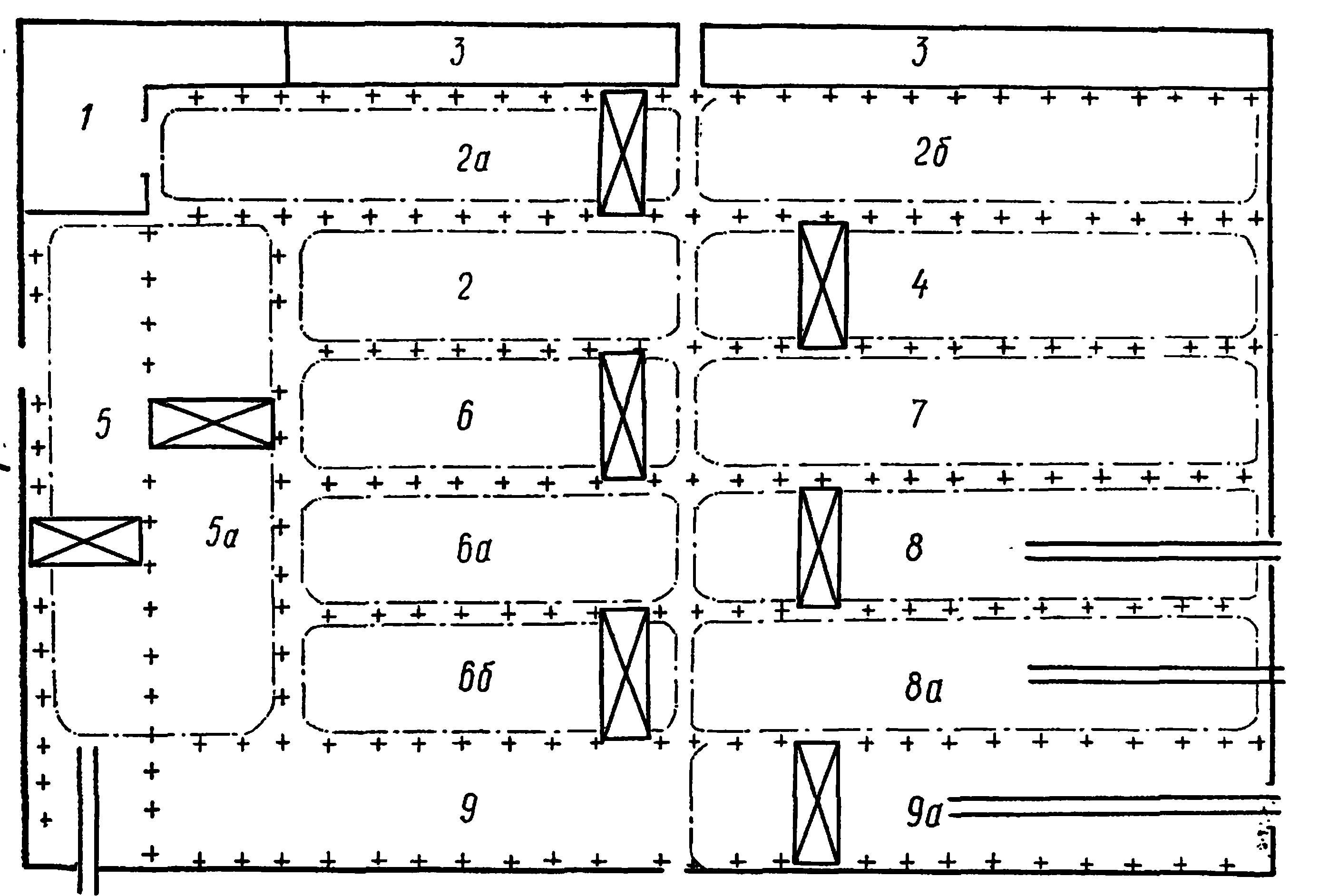
Рис. 3. Схема общей компоновки отделений и участков комплексного цеха при поточном производстве мостовых кранов общего назначения:
1 _ участок термической обработки деталей; 2, 2а, 26 — участки механической обработки деталей; 3 — бытовые помещения; 4 — участок узловой сборки; 5, 5а — отделение обработки заготовок элементов металлоконструкций и прессовое отделение; 6, 6а, 66 — участки изготовления узлов металлоконструкций; 7 — участок сборки грузовых тележек; 8, 8а — участки общей сборки кранов; 9, 9а — участки первичной обработки листового проката
В состав ремонтно-механического цеха входят отделения: для очистки (мойки) ремонтируемых машин, термическое, механическое для восстановления деталей и для узловой сборки.
Модельные цехи предназначены для изготовления моделей, шаблонов и другой технологической оснастки, необходимой для получения литых деталей. Иногда модели изготавливаются в модельных отделениях при литейных цехах.
Транспортные цехи включают службы, обеспечивающие транспортирование материалов, заготовок и деталей внутри завода (межцеховые перевозки), разгрузку материалов и заготовок, поступающих в вагонах МПС, отправку готовой продукции и отходов с завода. Транспортные цехи эксплуатируют находящиеся в их распоряжении заводские железнодорожные и автотранспортные пути, паровозы, тепловозы, вагоны, грузовые автомобили, стреловые краны и другие средства механизации транспортных и погрузочно- разгрузочных работ.
Экспериментальные цехи предназначены для изготовления опытных образцов машин.
К вспомогательным службам заводов по производству ПТМ относятся: компрессорная станция и пневмосеть, кислородная станция, электрические подстанции и электрические сети, служба теплоснабжения, складское хозяйство.
От слаженной, четкой работы вспомогательных служб и вспомогательных цехов завода зависит ритмичная работа основных и заготовительных цехов, т. е. весь производственный процесс. При ритмичной работе производства улучшается качество выпускаемой продукции и снижается ее себестоимость, улучшается использование оборудования и повышается производительность труда рабочих.
ЛЕКЦИЯ№2
Г лава II
Дата добавления: 2015-10-29; просмотров: 3231;