Тепловая и механическая резка
Одной из основных операций при изготовлении деталей из листового и профильного проката является резка. Ее трудоемкость составляет до 35 % всей трудоемкости изготовления деталей корпуса. В настоящее время в судостроении применяется тепловая и механическая резка.
Тепловая резка. Наибольшее распространение в судостроении получила тепловая резка. Это объясняется следующими ее преимуществами: практически нет ограничений по толщине и форме кромок вырезаемых деталей, возможна одновременно с резкой и разделка кромок под сварку, не требуется разметки контуров деталей (при вырезке на стационарных машинах), возможна одновременная вырезка нескольких деталей; высокий коэффициент использования оборудования, возможна автоматизация процесса и организации гибких автоматических линий (ГАЛ). В настоящее время основными в КОЦ являются кислородная и плазменная резка.
Кислородная резка основана на сжигании (интенсивном окислении) металла в струе чистого кислорода (рис. 4.5, а). Металл предварительно подогревают до температуры воспламенения. В качестве горючего газа используют в основном ацетилен, обеспечивающий наивысшую температуру пламени (до 3300 °С). Так как ацетилен является важным сырьем для химической промышленности, то для его экономии в качестве горючего газа в судостроении применяют также природный газ, пропан-бутановую смесь и значительно реже пары керосина.
Скорость кислородной резки и качество кромок существенно зависят от чистоты используемого кислорода. При резке на нижней кромке деталей может образовываться грат — застывшие частицы расплавленного металла. Кромки после вырезки необходимо зачищать, чтобы удалить образовавшийся грат. Это выполняют вручную с помощью скребка или ручной пневматической машинки с наждачным кругом. Применение кислорода с чистотой 99,8 % и выше обеспечивает безгратовую резку без снижения скорости резки.
Скорость кислородной резки изменяется от 270 мм/мин при толщине разрезаемой заготовки 30 мм до 450 мм/мин при толщине заготовки 5 мм. При этом расход кислорода изменяется от 350 л/мин (при s = 30 мм) до 35 л/мин (при s = 5мм). Эти данные относятся к малоуглеродистым и низколегированным сталям.
В соответствии с физикой процесса кислородная резка возможна, если металлы удовлетворяют ряду условий: температура воспламенения металла ниже температуры его плавления; окислы металла жидкотекучи, и температура их плавления ниже температуры плавления основного металла; выделяемой при окислении металла теплоты достаточно для поддержания процесса горения.
Плазменная резка (рис. 4.5,б) основана на расплавлении металла в зоне реза дуговым разрядом и удалением его струёй плазмы (струёй ионизированного газа, состоящего из нейтральных атомов, молекул, ионов, электронов). Для резки применяют низкотемпературную плазму (10000—50000°С), которая образуется вследствие обжатия столба электрической дуги струёй газа. Формирование плазменной струи происходит в специальном устройстве — плазматроне.
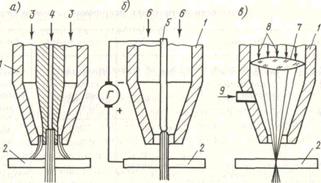
Рис. 4.5. Схемы тепловой резки: а — кислородной; б — плазменной; в — лазерной
1—корпус резака, 2—лист, 3—подача горючей смеси, 4—подача режущего кислорода, 5—электрод, 6—подача плазмообразующей среды, 7 — линза, 8 — лазерные лучи, 9 — подача кислорода или инертных газов
Основные преимущества плазменной резки по сравнению с кислородной — это увеличение скорости резки (для малых и средних толщин), отсутствие грата и уменьшение тепловых деформаций. К недостаткам процесса следует отнести усложнение условий труда в связи с неблагоприятным воздействием на организм человека выделяемых при резке веществ, ярким световым излучением, повышенным уровнем шума. Газонасыщение кромок деталей при вырезке, особенно азотом, может привести к образованию пор, трещин при последующей сварке. Воздействие этих недостатков удается уменьшить, применяя в качестве плазмо-образующих сред смесь воздуха или кислорода с водой, а также выполняя плазменную резку на воде или под водой.
Перспективным способом тепловой резки, особенно для тонколистового проката, считается лазерная резка.Она заключается в расплавлении металла сфокусированным лазерным лучом и удалении металла газовой струёй из зоны реза (рис. 4.5, б). Для интенсификации процесса используют кислород, создающий дополнительное окисление металла.
Наибольшее распространение для резки в настоящее время получили электроразрядные газовые (СО2) лазеры непрерывного действия, позволяющие получать излучение с длиной волны 0,4— 10,6 мкм. В специальном резаке выполняют фокусировку излучения в виде пятна диаметром 0,1—0,5 мм, достигая мощности излучения до 5 МВт/см2.
Толщины разрезаемого металла и скорость резки зависят от мощности лазера и качества фокусировки излучения. В последнее время ведутся исследования по применению в качестве источника излучения твердотельных лазеров, которые были бы по сравнению с газовыми более компактны и обладали большей мощностью установок.
Лазеры можно использовать и для выполнения других технологических операций, например, маркирования, контроля формы, термического упрочнения, гибки местными нагревами, сварки.
Тепловую резку выполняют на стационарных, переносных машинах и вручную. В зависимости от конструктивного исполнения стационарные машины могут быть портальными, консольными, портально-консольными и шарнирными. По количеству одновременно обрабатываемых листов различают одноместные, двухместные и многоместные машины.
Конструкция современных стационарных машин для тепловой резки включает портал, перемещающийся по направляющим рельсам. На портале размещается поперечная каретка (или несколько кареток) с резаком и система управления машиной. Для обеспечения процесса резки машины оснащаются системами подачи газов, воды, электропитания, а машины плазменной резки - источниками питания режущей дуги. Машины для кислородной резки могут оснащаться трехрезаковым блоком для выполнения одновременно с резкой и разделки кромок.
Современные машины для тепловой резки имеют системы ЧПУ (управление процессом задают в численной форме) или фотоэлектронные системы управления (работающие по копир-чертежам). Первые имеют наибольшее распространение. Исходными данными для разработки управляющих программ являются карты раскроя, определяющие положение вырезаемых деталей на заказном листе. В качестве программоносителей для машин с ЧПУ используют перфоленты, магнитные диски. Возможна организация управления машиной и непосредственно от компьютера.
Стационарные машины для тепловой резки могут работать автономно или в составе поточных линий. В последнем случае позиции резки оборудуют рольгангами, устройствами подъема раскроечных рам, на которых листовой прокат подают в рабочую зону машины. На входе и выходе линий устанавливают перегружатели для подачи листов и снятия вырезанных деталей.
В судостроении используют и некоторые специализированные машины для резки полос, вырезки круглых фланцев. Так, разделку кромок деталей под сварку и снятие ласок можно выполнять на портальной машине «Ладога» с копировальной системой управления. Траекторию движения резака задает механический щуп, который перемещается по кромке детали. Для профильного проката начинают применять и универсальные промышленные роботы, оснащенные резаком, обеспечивающие высокую точность и производительность резки.
Для вырезки деталей, разделки кромок и снятия ласок используют и переносные машины. Они представляют собой тележки с приводами. На тележке крепят один или два резака. Перемещение тележек осуществляется, как правило, по специальным направляющим. В ограниченном объеме в КОЦ применяют и ручную резку — для резки деталей из профиля, разрезки перемычек и отходов.
Современный уровень технологии и оборудования для тепловой резки в судостроении не всегда обеспечивает точность вырезаемых деталей, исключающую пригонку деталей при последующей сборке. Погрешности вырезаемых деталей определяются оборудованием — конструктивное исполнение машин, система управления, техническое состояние, технологией резки — режимы, маршрут вырезки, квалификация рабочих, деталью — материал и состояние его поставки, форма детали. Погрешности отечественных стационарных машин с ЧПУ могут составлять ±1,3 мм, а погрешность конечной точности детали ±3,0 мм.
Механическая резка. Главное преимущество механической резки по сравнению с тепловой заключается в ее высокой производительности. Однако необходима предварительная разметка деталей, которую выполняют, как правило, вручную. Значительных физических усилий требует и ориентация листов относительно ножей.
Механическая резка основана на сложном деформировании материала в зоне реза, включая изгиб заготовки под действием сил, приложенных к режущим кромкам, смятие материала вследствие внедрения в него режущих кромок ножей, отделение отрезаемой части в результате образования и развития по поверхности скольжения микротрещин.
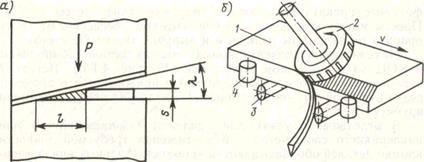
Рис. 4.7. Схема механической обработки листового проката:
а — резка на гильотинных ножницах; б — разделка кромок на станке СКС-25
Основным оборудованием в КОЦ для механической резки являются гильотинные ножницы (рис. 4.7), имеющие наклонный нож длиной 2—5 м. Усилия, необходимые для резки проката на гильотинах, определяют из условия обеспечения на площади среза F напряжений, равных τср для данного материала по формуле
Р = KF τср = К l s τср/2 = K(s/tgλ) s τср / 2= Ks2 τср /(2 tgλ),
где К=1,0—1,3 — коэффициент, учитывающий неравномерность толщины материала, затупление режущих кромок ножей, наличие сложного напряженного состояния в процессе резки;
s – толщина разрезаемой заготовки;
λ – угол между режущими кромками гильотины;
τср – временное сопротивление на срез.
Для конструкционных сталей принимают τср = (0,8—0,86)σв. Угол λ изменяется в пределах от 0,5 до 6°; максимальные значения угла устанавливают при резке материала большей толщины.
Для поддержания листов в процессе резки перед ножницами размещают стойки с опорными роликами. На гильотинах можно вырезать детали толщиной до 40 мм. Однако резка проката толщиной свыше 12 мм не рекомендуется, так как это связано с большими физическими нагрузками при ручном перемещении тяжелых листов. Для резки тонколистового проката применяют вибрационные ножницы, стационарные или переносные с пневматическим и электрическим приводом. Резку сортового проката (полоса, круг, квадрат) и фасонного — углового, швеллера можно выполнять с помощью пресс-ножниц, имеющих комплект специальных сменных ножей. Для механической резки профильного проката разработаны гидравлические прессы с ЧПУ. Прессы имеют комплект штампов, которые обеспечивают резку проката по заданным размерам и вырубку типовых вырезов.
Механическую разделку кромок мелких деталей выполняют в КОЦ на специальном станке СКС-25 (рис. 4.7,б). Деталь 1 перемещается по опорным валикам 3 и прижимается в процессе резки дисковой фрезой 2 к упорам 4. Детали на станок подаются вручную.
В отдельных случаях для удаления газонасыщенного или наклепанного слоя металла и достижения требуемой точности кромки деталей обрабатывают на кромкострогальных или фрезерных станках.
Сверление и зенкование отверстий в КОЦ выполняют на радиально сверлильных станках.
К одному из новых способов резки относят гидрорезание. Этот процесс основан на разрушении материала в зоне реза под ударным воздействием струи воды сверхвысокого давления. Добавление к воде полимеров, абразивов оказывает большое влияние на режущие свойства струи и позволяет увеличить толщину разрезаемого материала. Основные параметры гидрорезания следующие: давление струи 150—1000 МПа, скорость струи 540—1400 м/с, мощность установки 5—8 кВт, расход воды 0,5—25 л/мин, диаметр сопла 0,05—0,5 мм, ширина реза 0,1—0,8 мм. К преимуществам гидрорезания следует отнести высокую точность резки, отсутствие тепловых деформаций и светового излучения, возможность резки различных материалов. Однако скорость резки по сравнению с тепловой пока невелика.
Гибка деталей
В состав корпусов современных судов входит большое количество гнутых листовых и профильных деталей. Типовые формы деталей даны на рис. 4.8. Количество гнутых листовых деталей составляет 10—16 %, профильных 4—6 % их общего количества, а трудоемкость их гибки соответственно 30 и 10 % общей трудоемкости работ в КОЦ.
Для изготовления этих деталей обычно применяют свободную гибку, которая основана на последовательном упругопластическом изгибе участков заготовок под действием внешних или внутренних усилий. При этом форма получаемой детали не зависит от формы инструмента. Гибку можно выполнять в холодном состоянии, с общим нагревом всей заготовки и местными нагревами. В судостроении холодная гибка имеет наибольшее распространение.

Рис. 4.8. Типовые формы гнутых деталей корпуса:
а — листовые; б — профильные
1 — цилиндрические, 2 — конические; 3 — угловые; 4 — коробчатые; 5 — сферические; 6 — парусовидные; 7 — седлообразные; 8 — веерообразные, 9 — волнообразные; 10 — комбинированные;11,12, 13 — соответственно переменной, постоянной и знакопеременной кривизны
Современный уровень технологии гибки отличается тем что, несмотря на имеющиеся на заводах достаточно мощное гибочное оборудование, эта операция связана с большим объемом ручного труда при установке листов в рабочей зоне оборудования и контроле формы. Вспомогательные операции могут занимать до 85 % времени всего процесса. При разработке технологического процесса гибки возникает необходимость в расчете требуемых усилий, величины упругого пружинения, предельно допустимых радиусов гибки, подборе соответствующего оборудования.
Для приближенной оценки усилий в качестве расчетной схемы принимают схему балки, свободно опертой на двух опорах и загруженной сосредоточенной силой Р (рис. 4.9, а). При этом по длине балки действуют переменный изгибающий момент и перерезывающая сила, вызывающие нормальные и касательные напряжения. Однако при большом расстоянии между опорами (l>5s), что справедливо практически при гибке большинства деталей корпуса, касательными напряжениями можно пренебречь и рассматривать условия чистого изгиба.
Важным вопросом при гибке деталей является определение минимально допустимых радиусов гибки. Принимая допущение о прохождении нейтральной оси посередине балки, тангенциальные деформации удлинения εр и сжатия εсж крайних волокон балки можно найти по зависимостям
или, учитывая соотношения между /?„> Рн ^ R (см. рис. 4.9,6)
Минимально допустимые радиусы гибки устанавливают из двух соображений:
а) для ответственных деталей, у которых (по условиям прочности конструкций) не допускается снижение механических свойств материала, исходя из условия исключения наклепа. Практически наклепом можно пренебречь при деформации крайних волокон менее 5%. Подставив ε = 5% в уравнение (4.10), получим
R min ≈ 10s.
Если гибка выполняется по радиусу, меньшему Rmin , то необходима промежуточная термообработка для повышения пластических свойств материала.
Основным оборудованием для изготовления гнутых деталей являются листогибочные валковые машины (гибочные вальцы) и гидравлические прессы.
В листогибочных валковых машинах гибку выполняют под действием сосредоточенной нагрузки, которую передают на заготовку через верхний валок 1 или боковые валки 3 (рис. 4.11) в процессе ее непрерывной прокатки между валками 1 и 2. Таким образом гнут детали цилиндрической и конической формы. Детали, имеющие двоякую кривизну, но небольшими стрелками погиби, также можно изготавливать нa гибочных вальцах. В этом случае используют специальные прокладки для перераспределения передаваемых усилий. Полученную форму деталей контролируют с помощью шаблонов.

Рис. 4.11. Схема гибки листов на листогибочных вальцах:
а—открытые трехвалковые; б — открытые четырехвалковые; в — закрытые
По количеству валков вальцы разделяют на трех- и четырехвалковые, а в зависимости от конструктивного исполнения на открытые и закрытые. У машин открытого типа (рис. 4.11, а) верхний валок 1 вращается в двух концевых подшипниках, один из которых делается откидным. Это позволяет гнуть замкнутые цилиндрические и конические детали. Съем готовых деталей осуществляют при откинутом подшипнике верхнего валка. Одним из недостатков гибки в открытых вальцах является бочкообразная форма получаемых деталей вследствие прогиба верхнего валка. В закрытых вальцах (рис. 4.11, в) верхний валок 1 крепится на верхней подвижной траверсе 5. Нижний 2 и верхний 1 рабочие валки имеют промежуточные опоры 4, что предотвращает прогиб валков и обеспечивает получение правильных цилиндрических поверхностей. Закрытые вальцы, как правило, имеют большую мощность, значительную длину рабочих валков и иногда используются и для правки сварных полотнищ.
Одной из особенностей технологии гибки на вальцах является необходимость предварительной подгибки кромок листов. Это связано с тем, что при гибке листов (рис.4.11, а, в) изгиб по цилиндрической поверхности обеспечивается лишь в средней части. Концевые участки листов остаются плоскими. Подгибку кромок можно выполнять на прессах или на вальцах с использованием клиновых прокладок, подкладного листа. На машинах, показанных на рис. 4.11,б, подгибка кромок осуществляется перемещением валков. В паспортных данных вальцев указывается максимальная толщина sл и ширина bл листов, изгибаемых при соответствующем пределе текучести материала σт .
На гидравлических прессах можно гнуть детали любой формы. Процесс гибки на них заключается в последовательном деформировании отдельных участков листа под действием сосредоточенной нагрузки, передаваемой через пуансон. В КОЦ обычно используют гидравлические прессы, развивающие усилия 2000—8000 кН. По конструктивному исполнению выделяют консольные, портальные и портально-консольные прессы. Они имеют сварные станины и набор сменной оснастки, включающий пуансоны 1 и матрицы 2 (рис. 4.13,6). Для поддержания и перемещения заготовок в рабочей зоне прессов применяют краны, кран-балки, специальные тележки. Получаемую форму контролируют в основном по шаблонам.


Рис. 4.13. Гибка на прессах: а — листов двоякой кривизны; б — сменная оснастка
Перспективна для применения в судостроении гибочная система с ЧПУ на базе портально-консольного пресса (рис. 4.13, а). Прессы имеют траверсу /, боковые стойки с вырезами 2, которые позволяют быстро менять пуансоны и матрицы. Наличие консольной части 3 дает возможность гнуть обечайки большого диаметра, профильный прокат. Тележки-манипуляторы 4 осуществляют подачу и поддержание заготовок в процессе гибки.
Кромкогибочные прессы используются для изготовления деталей угловой и коробчатой формы, отгибки фланцев. Они имеют длинный пуансон 1 и матрицу 2 с несколькими ручьями различной формы.
На станках типа ЛГС (рис. 4.15,а) гибку выполняют в процессе прокатки листов 2 между нажимным 1 и ведущим роликами 3. Ведущий ролик имеет цилиндрическую часть и ручьи различной формы. Максимальное усилие, передаваемое нажимным роликом, составляет 150 кН, что позволяет гнуть листы толщиной до 12 мм. Станок можно использовать и для гибки профильного проката.
Гибка листов местными нагревами основана на том, что конечная форма деталей определяется пластическими деформациями сжатия, которые образуются в процессе нагрева и последующего охлаждения локальных участков листов (рис. 4.15,6). Возникающие внутренние усилия приводят к изгибу всей заготовки. Нагрев можно выполнять газовыми горелками, токами высокой частоты, лазерным лучом. Возможна и комбинированная гибка, когда заготовка получает цилиндрическую форму на вальцах или прессах, а окончательную доводку ее до требуемой формы выполняют с помощью местных нагревов.
Одним из возможных вариантов автоматизации гибки является гибка на многоплунжерных прессах (рис. 4.15, в). Требуемая форма детали (или ее части) определяется установкой верхних плунжеров 7, к которым заготовка 2 поджимается нижними плунжерами 3.
Гибку профильного проката выполняют обычно на горизонтальных гибочных прессах (рис. 4.16, а). Профиль 2 опирается на опоры 3, расположенные на траверсе 4. Расстояние между опорами можно изменять. Изгибающие усилия передают через пуансон 1. Для поддержания профиля в процессе гибки рядом с прессом устанавливают рольганги. Отечественный пресс типа МГ-400 развивает усилия до 4000 кН и обеспечивает гибку профилей с высотой стенки до 400 мм.
Кольцегибочные станки (рис. 4.16,6) предназначены в первую очередь для гибки деталей с постоянной кривизной. Гибку осуществляют прокаткой заготовки 3 между ведущими 2 и нажимным 1 роликами. Для предупреждения потери устойчивости при гибке на стенку (если отношение высоты стенки к ее толщине более 7,5), а также для обеспечения требуемой структуры металла, применяют локальный нагрев заготовки индукторами ТВЧ 4 с последующим охлаждением водяным душем.
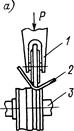

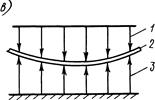
Рис 4 15 Схемы гибки листов на станках ЛГС (а), местными нагревами (б), на многоплунжерном прессе (б)

Рис 4 16 Гибка профильного проката
а — на горизонтальном гибочном прессе,
б — на кольцегибочном станке
Дата добавления: 2015-10-26; просмотров: 6997;