ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ АУСТЕНИТНЫХ СТАЛЕЙ
Высоколегированные хромоникелевые стали даже при отсутствии дополнительного легирования малыми количествами карбидообразующих элементов (молибден, титан, ниобий и др.) чаще всего не являются однородными аустенитными, а после горячей или холодной прокатки содержат в различных количествах феррит и карбиды. Эти фазы аустенитной стали могут присутствовать одновременно.
Для получения однофазного аустенитного состояния стали подвергают аустени-тизации. Так как наличие феррита и карбидов в аустенитной стали заметно сказывается на свойствах. Часто эти фазовые составляющие снижают коррозионную стойкость сталей, а также отрицательно сказываются на ее пластичности и ударной вязкости Принципиальная схема термической обработки данных сталей представлена на рисунке.(см. ниже) (Рис 6.1.)
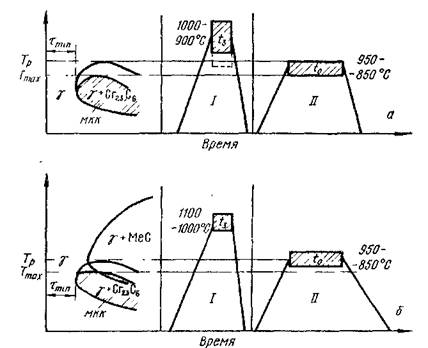
Рис 6.1. Принципиальная схема термической обработки нестабилизированной (а) и стабилизированной (б) стали типа Х18Н10 после сенсибилизации:
I — закалка; II—стабилизирующий отжиг
3. Для аустени-тизации сталей с содержанием углерода до 0,1 % нужен нагрев от 750°С до 950 °С в равновесных условиях (длительный нагрев). При наличии в стали карбидообразующих элементов интервал температур будет увеличиваться. Поэтому практически при термической обработке температура аустенитизации составляет 1050— 1150°С. С другой стороны, при наличии до 1 % С в стали типа Х18Н10, закаленной на аустенит, при нагреве до 650 °С будут выделяться карбиды, а, при недостаточной устойчивости аустенита — α-фаза. 4. Последующий нагрев закаленной аустенитной стали также приводит к фазовым изменениям:
- нагрев до температуры 500 °С приводит к выделению из закаленного аустенита карбидов. Это вызывает повышение прочности стали, понижение ее пластичности, ударной вязкости и коррозионной стойкости;
- при более высоком нагреве (850—900 °С) процесс растворения карбидов идет очень медленно, а в стали с активными карбидообразующими элементами растворения вообще не происходит, наоборот, может начаться медленное их выделение. При таком протекании процессов повышение прочности стали и снижение ее пластичности будет меньшим, чем при нагреве до 750 °С.
Коррозионная стойкость стали при нагреве до 900 °С повышается и приближается к коррозионной стойкости закаленной стали.
При сварке аустенитных сталей распределение температур в ЗТВ приводит к тому, что в ней создаются участки различного фазового состава. Если учесть, что продолжительность пребывания металла при высокой температуре в ЗТВ невелика, то рассмотренные выше процессы изменения фазового состояния аустенитных сталей при сварке сдвинутся в сторону более высоких температур:
- чисто аустенитной зоной будет зона, нагревавшаяся при сварке выше температуры 1100°С;
- в зоне, нагревавшейся приблизительно в интервале 900—1000 °С, могут остаться частицы нерастворившихся карбидов. Однако эта зона будет близка к чисто аустенитной и по сравнению с более высоко нагревавшейся зоной будет иметь более мелкие зерна аустенита.
8. Особенности ЗТВ:
- по свойствам в состоянии после сварки без дополнительного нагрева эти зоны будут характеризоваться повышенной вязкостью и коррозионной стойкостью;
- если при эксплуатации эти участки будут подвергаться дополнительному нагреву в интервале 500—650 °С, то в них начнется процесс выделения карбидов раствора, даже в том случае, если в стали содержатся активные карбидообразующие элементы (титан или ниобий). Правда, при наличии этих элементов потребуется больше времени, но если количество этих элементов близко к нижнему пределу, процесс выделения карбидов будет заметным;
- причиной понижения коррозионной стойкости сварных соединений аустенитных сталей в указанных зонах считают обеднение границ зерен аустенита хромом при выделении из них карбидов, содержащих, как правило, хром. В связи о этим коррозия в околошовной зоне протекает по границам зерен (межкристаллитная коррозия).
9. А).Для предотвращения такой коррозии в ОКОЛОШОВНЫХ ЗОНАХ сварных соединений аустенитных сталей, эксплуатирующихся в корозионно-активных средах при повышенных температурах, их следует подвергать термической обработке, заключающейся в продолжительном (3—5 ч) нагреве при 900 °С:
- такой нагрев одновременно с выделением карбидов из аустенита приводит к развитию диффузионных процессов внутри аустенитных зерен и к обогащению хромом приграничных участков зерна, откуда хром перешел в карбиды;
- для таких сварных соединений закалка или нормализация о высоких температур (1000—1150°С) недопустима, поскольку они приводят к аустенитизации, выделению карбидов и понижению стойкости, к межкристаллитной коррозии в околошовной зоне при 500—650 °С. Например, сварные соединения стали 08Х18Н10Т, склонные после сварки к межкристаллитной коррозии при эксплуатационных нагревах 650 °С, после стабилизирующего отжига при 875 °С в течение 3 ч при последующем эксплуатационном нагреве при 500 °С в течение 10000 ч склонности к межкристаллитной коррозии не обнаруживают.
- нагрев до 600 °С приводит к снижению стойкости не только к межкристаллитной коррозии, но и стойкости к коррозионному растрескиванию. Как известно, причиной понижения стойкости к коррозионному растрескиванию изделий из аустенитных и неаустенитных сталей, работающих в коррозионно-активных средах при статических нагрузках ниже предела текучести, является сегрегация атомов водорода.
Б).Для сварных соединений, которые эксплуатируются в коррозионно-активных средах без нагрева (температура до 300 °С), закалка или нормализация с высокой температуры
является допустимой:
- в зоне сварного соединения, нагретой до 900 °С, можно ожидать некоторое повышение прочности и снижение пластичности, а также коррозионной стойкости металла в результате выделения из раствора карбидов. Для этой зоны послесварочная закалка с температуры1050—1150 °С будет полезна в целях восстановления свойств. В зоне сварного соединения, нагревающейся до 700 °С, процессы карбидообразования также будут протекать достаточноактивно и скажутся на изменении свойств, поэтому для этой зоны закалка также будет полезна;
- в остальных зонах сварных соединений аустенитных сталей существенных изменений фазового состояния и свойств не происходит, хотя длительная эксплуатация при температуре 400— 500 °С может вызвать выделение карбидной фазы в дисперсном виде, кратковременный нагрев на эту же температуру при сварке к таким изменениям фазового состояния не приводит.
9. Закалка сварных соединений высоколегированных аустенитных сталей является рациональной операцией, если сварные соединения не эксплуатируются в коррознонноактивных средах при температуре 500— 650 °С.
10. Существуют дополнительные особенности термической обработки данных сталей:
А).Аустенитные стали целесообразно применять для конструкций, работающих при низких температурах, так как они обладают высокой хладостойкостью и сохраняют ударную вязкость:
- наиболее высокую вязкость аустенитных сталей при гомогенном состоянии и их сварных соединений можно достичь аустенитнзацией — закалкой с 1050—1150 °С;
- аустенитизация сварных соединений хладостойких конструкций рациональна и по другой причине. При недостаточной стабильности аустенита в стали, определяемой ее составом, глубокое охлаждение может привести к распаду аустенита о образованием мартенсита и снижением вязкости. Наличие в отдельных участках ЗТВ сварки карбидных выделений приводит к обеднению аустенита в этих участках легирующими элементами.
Б) Термическая обработка сварных соединений жаропрочных аустенитных сталей имеет и некоторые особенности:
- в сварных соединениях жаропрочных сталей металл шва, как правило, по составу заметно отличается от состава свариваемой стали;
- металле шва часто содержится значительно меньше углерода, чем в свариваемой стали. В ЗТВ имеются участки, где по-разному прошли процессы растворения и выделения карбидных и интерметаллидных фаз. Все это приводит к тому, что при последующем длительном эксплуатационном нагреве процессы фазовых превращений и связанные с этим объемные изменения и изменения свойств разных участков могут протекать по-разному. Описанное выше приводит иногда к локальным разрушениям по одному из участков ЗТВ. Для получения однородных свойств сварного соединения следует прибегать к высокому нагреву (1150—1180°С) для аустенитизации.
В) Столь высокий нагрев сварной конструкции практически осуществить трудно, поэтому для аустенитизации проводится более низкий нагрев (1050—1100 или 1075—1125°С). При 1075—1125 °С обеспечивается более полное растворение карбидов, большая стабильность аустенита, высокие пластичность и ударная вязкость, более равномерные свойства зон сварного соединения, а следовательно, и большая устойчивость к локальным разрушениям.
Повышение стабильности свойств при длительных эксплуатационных нагревах может быть достигнуто в результате старения при 750—800 °С в течение 3—10 ч, проводимого после стабилизации. Правда, в этом случае наблюдается некоторая потеря пластичности и ударной вязкости.
Некоторую стабилизацию свойств может дать старение при 650—950 °С в течение3—5 ч без предварительной аустенитизации. Однако в этом случае сохраняется неоднородность свойств сварного соединения и не гарантируется отсутствие локальных разрушений при эксплуатации.
Сварные соединения жаропрочных аустенитных сталей на неответственных конструкциях и конструкциях с большим запасом прочности можно эксплуатировать без всякой термической
обработки после сварки. Естественно, при этом не будут использованы все возможности жаропрочных аустенитных сталей как по уровню свойств, так и по их стабильности при эксплуатации и однородности в зоне сварки.
Дата добавления: 2015-10-22; просмотров: 978;