Виды сварных соединений

|
|
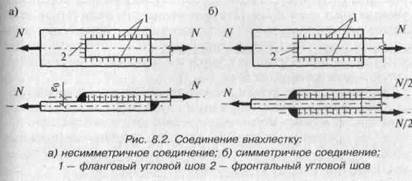
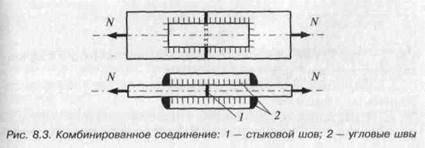
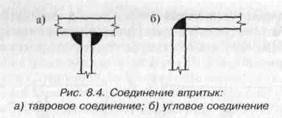
Различают следующие виды сварных соединений стальных элементов: стыковые, внахлестку, комбинированные, соединения впритык (рис. 8.1, 8.2, 8.3, 8.4).
Швы, расположенные вдоль усилия, называются фланговыми, поперек — фронтальными (рис. 8.2). При расчетах считается, что фронтальные и фланговые швы работают одинаково. Несимметричное соединение внахлестку (рис. 8.2, а) работает хуже симметричного (рис. 8.2, б), так как в нем образуется эксцентриситет приложения силы е0 и в сечении возникает изгибающий момент.
Комбинированные соединения представляют собой сочетание стыкового соединения и соединения внахлестку.
При выполнении соединений могут возникать пороки шва (некачественные участки): в начале движения электрода — непровар, при отрыве электрода — кратер (рис. 8.5, в). Наличие некачественных участков шва учитывается в расчетах уменьшением длины шва по сравнению с длиной соединяемых элементов. В стыковых швах длина шва уменьшается на две толщины соединяемых элементов, в угловых швах — на 10 мм. Для устранения этих недостатков, швы начинают и заканчивают на технологических планках, при этом расчетная длина шва принимается равной длине соединяемых элементов. Технологические планки после выполнения шва обрубаются, а шов шлифуется (рис. 8.5, г).
Сваривая толстые детали, можно не обеспечить полный провар соединяемых элементов, в этом случае образуется непровар корня шва. Непровар корня шва не допускается, в случае его образования производится подварка с другой стороны соединяемых элементов (рис. 8.5, а). При сварке элементов толщиной более 8 мм производят разделку кромок (рис. 8.5, б).
Контроль качества сварных швов осуществляется либо визуально, либо физическими методами (при помощи ультразвуковых или рентгеновских аппаратов). В случае обнаружения брака производится повторная проварка некачественно выполненного участка шва.
Дата добавления: 2015-09-02; просмотров: 2180;