Виды сварки
Для соединений элементов металлических конструкций применяют: ручную электродуговую сварку; автоматическую и полуавтоматическую сварку под слоем флюса; сварку в среде углекислого газа; сварку порошковой проволокой и др. Материалы для проведения сварочных работ принимаются по табл. 55* СНиП П-23-81*.
При производстве ручной электродуговой сварки используются электроды, марка которых принимается в зависимости от группы и климатического района. Электроды Э42А, Э46А, Э50А, Э60А с повышенными пластическими свойствами применяются для сварки конструкций, относящихся к 1-й группе (испытывающих сложное напряженное состояние), или при воздействии на соединение низких температур (климатические районы: I,, 12, П2. П3). В остальных случаях применяют электроды, в обозначениях которых нет буквы «А» (Э42, Э46, Э50, Э60). За один проход при ручной сварке можно выполнить шов высотой до 8 мм, в случае необходимости выполнения шва большей высоты требуется несколько проходов электродом.
Автоматическая и полуавтоматическая сварка под слоем флюса во много раз производительней ручной сварки, обеспечивает глубокое и более качественное проплавление свариваемых деталей (до 16 мм за один проход). При полуавтоматической сварке механизирована подача сварочной проволоки, а движение сварочного аппарата вдоль шва производится вручную.
Сварка в среде углекислого газа может выполняться вручную или механизированным способом. Углекислый газ подается в сварочную зону и защищает шов от атмосферного воздуха, что способствует получению более качественного шва.
Сварка порошковой проволокой производится с помощью флюса, завернутого в металлическую ленту, который обеспечивает защиту сварочной зоны, раскисление и легирование металла шва, в результате чего получают качественный шов.
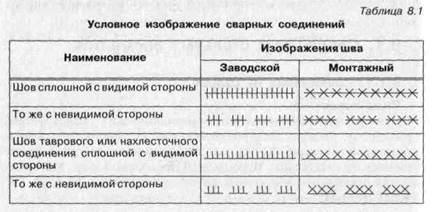
Швы сварных соединений делят на заводские и монтажные (выполняемые при монтаже конструкции на строительной площадке); обозначение швов на чертежах — см. табл. 8.1.
Дата добавления: 2015-09-02; просмотров: 4673;