ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ СТАЛЕЙ.
1. Высоколегированные хромистые стали содержат от 11 до 28 % Сr. Термическая обработка сварных соединений этих сталей определяется фазовым и структурным состоянием ЗТВ и металла шва после сварки, которое зависит в основном от содержания в стали хрома, углерода и никеля. Некоторое значение может иметь дополнительное легирование стали небольшими количествами молибдена, вольфрама, ванадия, ниобия и других элементов.
2. В безникелевых высокохромистых сталях в условиях сварочного нагрева может протекать превращение аустенита в мартенсит поэтому структура может быть частично или полностью мартенситной, гак как при высоком содержании легирующих элементов в свариваемой стали или в металле шва это превращение при охлаждении, как правило, происходит с образованием мартенсита (полностью или частично).
Сплавы, которые при нагреве не претерпевают данное превращения, остаются ферритными. Особенность однофазных ферритных сталей — повышенная склонность к росту зерна. Даже наличие небольшого количества карбидов практически не препятствует росту зерна. Рост зерна, как правило, сопровождается ухудшением свойств.
3. Для сталей с полным или частичным мартенситным превращением, у которых в металле шва или ЗТВ может быть значительное количество мартенсита, рациональной операцией термической обработки является отпуск на температуру в пределах стабильного существования α-фазы.
Термическая обработка сварных соединений ферритных сталей без данного превращения не может улучшить их свойства. Наоборот, в результате возможного роста зерна даже при высоком отпуске свойства могут ухудшаться.
4. При термической обработке сварных соединений высокохромистых сталей необходимо считаться и с другими обстоятельствами. Высокое содержание хрома и других легирующих элементов снижает теплопроводность сталей, а это ведет к увеличению градиента температуры по сечению, сопровождающемуся ростом временных напряжений при нагреве и остаточных при охлаждении. Уменьшение градиента температур по сечению может быть достигнуто снижением скорости нагрева и охлаждения при термической обработке. Однако ферритные и полуферритные хромистые стали при медленном нагреве в интервале 470—500 °С могут охрупчиваться. Поэтому в этом интервале температур нагрев и охлаждение сталей, чувствительных к 475-градуслой хрупкости, недолжны происходить с низкими скоростями.
5. При термической обработке сварных соединений высокохромистых сталей необходимо также учитывать назначение и условия работы конструкции:
- для теплоустойчивых высокохромистых сталей термическая обработка должна обеспечить требуемые о г конструкции жаропрочность и жаропластичность. Для этого сварные соединения жаропрочных высокохромистых сталей чаще всего подвергают отпуску при 720-770 оС;
- если конструкция из высокохромистых сталей работает в коррозионно-активных средах, то для предотвращения склонности к межкристаллитной коррозии проводят стабилизирующий отжиг. Однако стабилизирующий отжиг при 850—900 °С, обычный для аустенитных сталей, может привести к ухудшению механических свойств и стойкости к межкристаллитной коррозии высокохромистых сталей в связи с активным выпадением при этой температуре избыточных фаз. Для высокохромистых сталей, работающих в коррозионно-активных средах, применяют либо отпуск при 710—750°С, либо гомогенизацию при нагреве в пределах 1000— 1100°С.
6. Схема термической обработки хромистых нержавеющих сталей представлена на рисунках и таблице 6.3. ( Рис. 6.2)
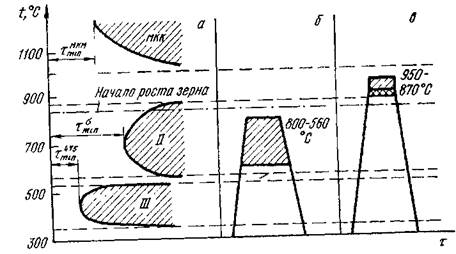
Рис 6.2. Схема термической обработки хромистых нержавеющих сталей:
I —МКК; II —s-фаза; III— 475-град хрупкости
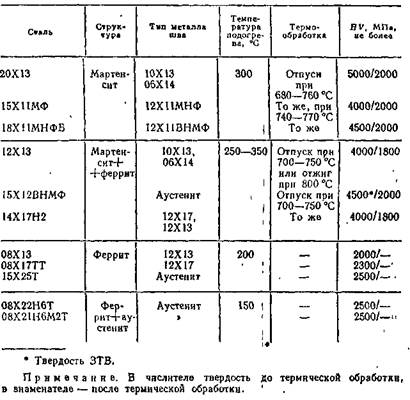
Таблица 6.3. Режимы термической обработки сварных соединений
высокохромистых сталей
СВАРКА ПЛАСТМАСС
7.1Основные виды, особенности, классификация способов.
Сварке подвергаются только так называемые термопластичные пластмассы(термопласты), которые при нагревании становятся пластичными, а после охлаждения принимают первоначальные вид и свойства. Кроме них, существуют термореактивные пластмассы, которые изменяют свои свойства при нагреве. Нагревать пластмассы при сварке следует не выше температуры их разложения, т. е. в пределах 140—240 °С.
Пластмассы можно сваривать различными способами: нагретым газом; контактной теплотой от нагревательных элементов; трением; ультразвуком. Рассмотрим способ сварки нагретым газом.
Основные условия для получения качественного соединения пластмасс при сварке следующие.
1. Диаметр присадочного прутка не должен превышать 4 мм для достаточно быстрого его нагрева и обеспечения необходимой производительности сварки.
2. Сварку следует вести по возможности быстро во избежание термического разложения материала.
3. Необходимо точно выдерживать температуру сварки во избежание недостаточного нагрева или перегрева свариваемого материала.
Для сварки нагретым газом в качестве теплоносителя используют воздух, азот, углекислый газ. Наиболее широкое применение получил воздух, как более доступный газ. При сварке в азоте и углекислом газе, создающих инертную среду, вокруг места сварки, не происходит окисления и разрушения структуры свариваемого термопласта. Нагревание газа-теплоносителя происходит в специальных горелках, газовых или электрических. Сварка нагретым газом проста, не требует сложного оборудования, удобна в случае ремонтных работ; ее можно применять для изделий различных размеров и формы; она получила достаточно широкое применение в практике сварки пластмасс.
Для сварки можно использовать горелки ГГП-1-56 конструкции ВНИИАВТОГЕНа, в которых использован принцип прямого нагрева газа-теплоносителя. Температура нагретого газа в них регулируется в широких пределах изменением расхода горючего газа и газа-теплоносителя. Применяют также пропано-воздушные вихревые горелки ГГП-1-66 и горелки ГЭП-1А-67 с электроподогревом.
При сварке пластмасс применяют различные виды соединений: встык с односторонним и двусторонним скосом кромок под углом 35—45°; внахлестку; тавровые; угловые без скоса и со скосом кромок. Наиболее распространено соединение встык. Шов с двусторонней разделкой кромок обеспечивает более равномерное распределение теплоты и поэтому он прочнее шва с односторонней разделкой кромок. Шов внахлестку в несколько раз менее прочен, чем стыковой, и поэтому применяется лишь в отдельных случаях, например при сварке стыков труб с отбортовкой. Сварка термопластов основана на доведении прутка и свариваемого материала до температуры их размягчения, когда они в вязком состоянии способны склеиваться при небольшом усилии сжатия.
Сварщик должен подавать пруток под углом 90° к поверхности шва. Если этот угол более 90°, то пруток вытягивается и при охлаждении его происходят разрывы; при меньшем угле пруток нагревается быстрее на более длинном участке и не успевает привариваться к свариваемым кромкам или ранее уложенным пруткам.
Скорость укладки прутка диаметром 3 мм должна составлять 12—15 м/ч, для того чтобы происходило хорошее сваривание прутка и основного материала и обеспечивалась достаточная прочность соединения.
Угол между осью сопла горелки и прутком определяется толщиной свариваемого листа: при толщине до 5 мм этот угол равен 20—25°, при толщине 10—20 мм 30—45°. Расстояние между наконечником и поверхностью шва необходимо по возможности поддерживать постоянным (5—8 мм). При правильном положении горелки и необходимой температуре нагрева основной материал по обе стороны укладываемого прутка должен «закипать». Усилие давления на пруток необходимо стремиться создавать равным: для прутка диаметром 2—3 мм 1—1,6 кгс, диаметром 4—5 мм 2,2—3 кгс. После сварки изделие следует подвергать медленному охлаждению на воздухе. При быстром охлаждении возможно растрескивание соединения вследствие различной и неравномерной усадки основного материала и присадочного прутка. В зависимости от квалификации сварщика прочность сварного соединения винипласта может колебаться от 30 до 90% прочности основного материала.
Применение прутков при сварке пластмасс снижает производительность процесса для газовой горелки до 15—20 м/ч, для электрической — до 10—12 м/ч. При этом данный метод имеет еще тот недостаток, что ударная вязкость шва и основного материала на границе сварного шва получается примерно в 12 раз ниже ударной вязкости основного материала и не превышает 1 МДж/м2 (10 кгс-м/см2).
Для повышения производительности процесса и прочности сварного соединения применяют беспрутковый метод сварки пластмассовых листов. Он состоит в том, что свариваемые листы срезают по кромкам под углом 20° и складывают внахлестку. Затем листы нагревают до температуры 250—300 °С воздухом, подогреваемым в электрической горелке, и сжимают валиками, облицованными слоем резины. Струю воздуха направляют непрерывно на срезанные кромки листов и горелку перемещают впереди валиков вдоль свариваемых кромок. Скорость сварки для винипласта толщиной 3—12 мм составляет 120—200 м/ч. Листы равномерно нагреваются до температуры 60—70 °С на ширине 300—400 мм. Прочность сварного соединения при этом достигает 80—90% прочности основного материала, а производительность в 10—15 раз выше, чем при прутковом способе. Ударная вязкость, материала после сварки почти не снижается.
При сварке полиэтилена, полихлорвинила (так называемых мягких термопластов) пруток для повышения прочности соединения прикатывают специальным роликом. Качество сварки термопластов контролируют наружным осмотром. Полученный шов должен быть плотным, без разрывов и трещин. Плотность швов можно испытывать водой, сжатым воздухом или керосином. Для контроля качества швов используют также электролитный и электроискровой дефектоскопы.
Дата добавления: 2015-10-22; просмотров: 1083;