Общее устройство экструзионных головок
Назначение экструзионного формующего инструмента - оформление подготавливаемого экструдером расплава полимера в непрерывное изделие с постоянным по длине поперечным сечением заданной формы.
Расплав сначала оформляется в виде непрерывного профиля, поперечное сечение которого, весьма близко к окончательному. Эту функцию выполняет первый, необходимый во всех случаях элемент экструзионного инструмента - головка.
Основный конструктивные элементы головок рассмотрим на примере головки изображенной на рис..1.
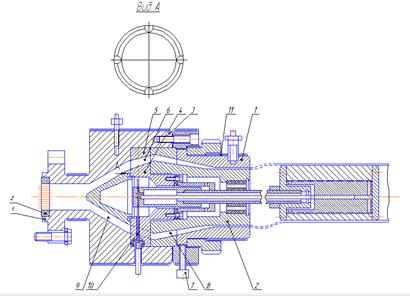
Рис. 1 Конструкция головки
Любая головка имеет формующий канал; его поперечное сечение повторяет форму поперечного сечения изделия. Наружная поверхность формуемого в этом канале изделия оформляется одной или несколькими деталями, называемыми матрицей 1(фильерой). Если поперечное сечение полое, то внутренняя поверхность его оформляется дорном 2. Матрица и дорн являются сменным инструментом головки, поскольку конфигурация их зависит от изготавливаемого в данный момент изделия. Дорн крепится к корпусу 3 посредством дорнодержателя 4. Изображение дорнодержателя сбоку показано на виде А. Центральная его часть 4, к которой крепится дорн, соединена с его наружным кольцом 5 посредством двух или более ребер 6 дорнодержателя.
Подавляющее большинство головок имеет устройства для регулирования зазора формующего канала. Как правило, это обеспечивается четырьмя (минимум тремя) болтами 7. Переходный канал 8 предназначен для плавного преобразования круглого на входе поперечного сечения в требуемое поперечное сечение формующего канала.
На входе в подводящий канал 9, как правило, устанавливается решетка 10; решетка в ряде случаев служит опорным элементом для одной сетки или пакета устанавливаемых перед ней сеток. Одно из назначений решетки и сеток – фильтровать расплав, другое – создавать дополнительное гидравлическое сопротивление, обеспечивающее необходимое для удовлетворительной пластикации полимера давление перед червяком (в том случае, если собственное гидравлическое сопротивление каналов головки оказывается недостаточным для этого).
Головка, как правило, имеет обогрев (или охлаждение). Чаще всего это электрообогрев хомутовыми нагревателями сопротивления 11, надеваемыми на тело головки, однако для крупногабаритных головок с прямоугольной внешней конфигурацией в последнее время стали использовать патронные цилиндрические электронагреватели, вставляемые в отверстия в теле головки.
Корпус головки должен иметь отверстия для установки в нем приборов теплового контроля в соответствии с числом независимых регулируемых зон обогрева (охлаждения). Иногда в канал головки в области входа в нее или у входа в формующий канал вводят датчики давления и температуры расплава.
Дата добавления: 2015-09-07; просмотров: 2261;