Холодне гідростатичне пресування
Цей вид пресування в основному відноситься до холодного ізостатичного пресування. Процес пресування можна здійснювати за методом "мокрого" і "сухого" чохла (еластичної оболонки).
У разі пресування за методом мокрого чохла (рис. 60) порошок засипають в еластичну оболонку, виконану за формою деталі, що виготовляється, герметизується і поміщається в робочу камеру установки (рис. 60,5). Іноді перед герметизацією порошок можуть ущільнювати вібрацією і дегазувати вакуумуванням. При пресуванні складних за формою та великогабаритних деталей, для збереження форми оболонки при засипці в неї порошку її часто розташовують усередині перфорованої металевої обичайки (рис. 59).
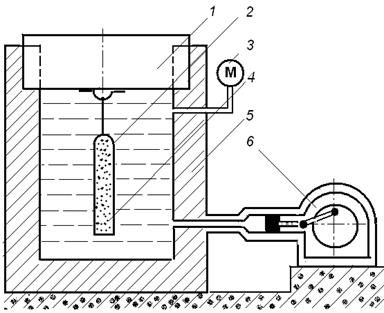
| 1 – герметизуюча кришка; 2 – еластична оболонка корпус; 3 – манометр; 4 – порошок, який ущільнюється; 5 – корпус камери високого тиску; 6 – компресор Рисунок 60 – Схема установки для гідростатичного пресування за методом "мокрого" чохла |
Після завантаження оболонки в робочу камеру остання закривається затвором і в неї за допомогою компресора закачується рідина. У міру закачування рідини тиск в робочій камері підвищується і порошок пресується. Тиск пресування залежить від виду матеріалу, який ущільнюється і може складати 100–600 МПа і більше. При досягненні заданого тиску робиться витримка для забезпечення повної рівноваги тиску в рідині і, тим самим, рівномірного розподілу щільності в пресовці. Після витримки рідину спускають з робочої камери, що призводить до поступового зниження тиску до нуля. Після цього затвор відкривають і виймають пресовку з еластичною оболонкою. Тривалість циклу пресування залежить від розміру робочої камери, продуктивності компресора, тиску пресування і може складати від 5 до 60 хв.
Гідростатичне пресування за методом "мокрого чохла" є найпоширенішим методом ізостатичного пресування.
При пресуванні за методом "сухого" чохла (на відміну від методу "мокрого" чохла) еластична оболонка залишається в ємкості високого тиску протягом всього циклу пресування. Схема установки для пресування за методом "сухого" чохла показана на рисунку 61. У такій установці рідина в камері високого тиску ізолюється від робочої зони. У зв'язку з цим через необхідність ізоляції рідини від робочої зони, а також унаслідок використання відкритого з одного кінця інструменту, такий процес гідростатичного пресування є не строго ізостатичним. Це особливо посилюється в тих випадках, коли при пресуванні використовуються пуансони і спеціальні облямовування (оправки) у вигляді центрального стрижня. Завантаження і вивантаження при пресуванні за методом "сухого" чохла відбувається через верхню частину ємкості. Одна з головних переваг такого методу полягає в порівняно простій автоматизації і тим самим вищій продуктивності.
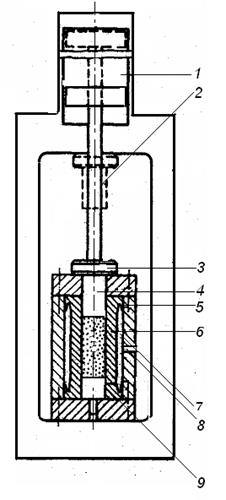
| 1 – система управління заглушкою; 2 – заглушка піднята; 3 – заглушка опущена; 4 – верхній пуансон; 5 – манжета для герметизації рідини; 6 – встановлений в контейнер чохол; 7 – ємність високого тиску; 8 – отвір для впускання рідини; 9 – нижній пуансон Рисунок 61 – Схема установки для пресування за методом "сухого" чохла |
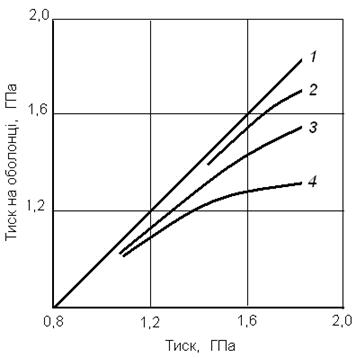
Важливим при гідростатичному пресуванні є вибір робочої рідини. Однією з головних властивостей рідини повинна бути відсутність затвердіння при високому тиску, яке зумовлюється зчепленням молекул. Це явище може порушувати рівномірність розподілу тиску. Про відповідність рідини цій вимозі можна судити по залежності тиску на поверхню оболонки ро від прикладеного тиску р (рис.62). Виходячи з цієї залежності можна зробити висновок, що з розглянутих рідин якнайповніше відповідає цій вимозі рідина, що складається з 80% гліцерину і 20% етиленгліколю.
Поряд з розглянутою вимогою важливе значення при виборі робочої рідини мають її вартість і доступність. У цьому відношенні найприйнятнішою є вода. Проте в цьому випадку для запобігання корозії контактуючих з нею металевих поверхонь у воду додають інгібітори корозії або розчинні мастила в пропорції 1:40, які утворюють з нею емульсії.
|
| 1 – ідеальна залежність; 2 –80% гліцерину + 20% етиленгліколя; 3 –Телус 27; 4 –мастило АЕЗО Рисунок 62 – Характеристики рідин для передачі тиску при гідростатичному пресуванні |
Окрім розглянутих вимог робочі рідини повинні бути сумісними з матеріалом камери установки і оснащенням. Наприклад, при використанні еластичних оболонок з гуми або з матеріалів на основі поліхлорвінілу, застосування мастил як робочої рідини неприпустимо.
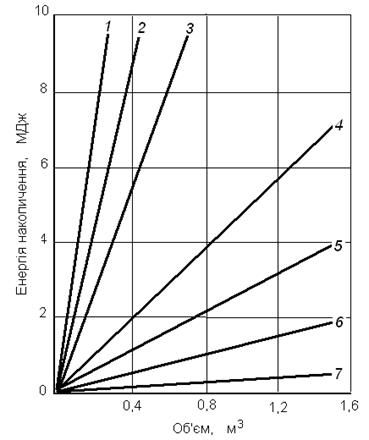
Важливою властивістю рідини є її здатність до стиснення. Рідини, які використовують в гідростатах, повинні мати її щомога меншу. Збільшення здатності до стиснення значно збільшується час накачування до заданого тиску. Також із збільшенням здатності до стиснення робочої рідини значно збільшується запас її енергії, що збільшує небезпеку обслуговування установок, особливо при виникненні течі. Навіть вода, яку часто вважають не здатною до стиснення, при стисненні накопичує значну кількість енергії (рис.63). При цьому кількість енергії зростає із збільшенням об'єму рідини, що стискається, і тиску. Ця енергія може бути визначена за формулою:
 , (4.1)
, (4.1)
де  – енергія, накопичувана контейнером за рахунок пружної деформації;
– енергія, накопичувана контейнером за рахунок пружної деформації;
 – енергія стислої води;
– енергія стислої води;
 – об'єм води;
– об'єм води;
 – діаметр контейнера;
– діаметр контейнера;
 – внутрішній тиск;
– внутрішній тиск;
Е – модуль подовжньої пружності матеріалу контейнера;
 – товщина стінок контейнера;
– товщина стінок контейнера;
 – модуль об'ємного стиснення води (при помірному тиску
– модуль об'ємного стиснення води (при помірному тиску  і збільшується з тиском і температурою).
і збільшується з тиском і температурою).
|
| 1 –500; 2 – 400; 3 – 300; 4 – 200; 5 – 150; 6 – 100; 7 – 50 Рисунок 63 – Залежність накопичуваною водою енергії при стисненні від об'єму і тиску (МПа) |
При гідростатичному пресуванні важливе значення маєвибір матеріалу еластичної оболонки.Правильний вибір матеріалу оболонки може істотно вплинути на результати пресування. Матеріал оболонки повинен мати наступні властивості: низький модуль пружності; низьку адгезію до порошку; високу ударну в'язкість; велику усадку при стисненні; добру технологічність і зносостійкість; сумісність з робочою рідиною; опірність до видавлювання через малі отвори, до просочування; опір до старіння; здібність до литва і пресування.
В цілому властивості матеріалу оболонки повинні забезпечувати їй добру еластичність, щоб витримувати великі зміни об'єму при пресуванні порошку. Оболонка також повинна бути достатньо жорсткою, щоб не взаємодіяти з порошком в процесі його ущільнення (інакше буде утруднене відділення оболонки відпресовки), забезпечувати зручну і надійну герметичність; витримувати без зовнішнього навантаження невеликий внутрішній тиск, що може бути викликане стисненням газу на межі оболонка – пресовка у тих випадках, коли пресування здійснюється без попередньої дегазації.
Характеристики деяких матеріалів, які можуть бути використані для виготовлення оболонок, приведені в таблиці 28.
Різновиди прес-інструменту для пресування за методом "мокрого" чохла показані на рисунку 64, методом "сухого" чохла – на рисунку 61.
При виготовленні еластичних оболонок важливою є оцінка їх розмірів залежно від виду виробу, який пресується і схеми пресування.
Таблиця 28 – Характеристика матеріалів для виготовлення еластичних оболонок при ізостатичному пресуванні за методом "мокрого" (А) і "сухого" (Б) чохлів
| Матеріал | Метод виготовлення чохлів | Придатність до Ізостатичного пресування | Сумісність з мастилом | |
| А | В | |||
| Натуральний та синтетичний каучук | Занурення | 2–3/0–2 | 0/0 | Н/С |
| Натуральний та синтетичний каучук | Гаряче литво | 2–3/1–3 | 2–4/1–2 | Н/С |
| Неопренова гума | Занурення | 2/0–2 | 0/0 | С |
| Неопренова та нитрилова гума | Гаряче литво | 2–4/1–3 | 3–4/1–2 | С |
| Силіконова гума | Литво | 0–1/0 | 0/0 | – |
| полівінилхлорид | – | 1–2/1–2 | 0/0 | С |
| Однокомпонентний поліуретан | Гаряче литво | 2–3/1–2 | 0–2/0–1 | С |
| Двомпонентний поліуретан | Холодне литво | 1–2/0–1 | 0–1/0 | С |
| Багатокомпонентний поліуретан | Гаряче литво | 3–4/3–4 | 3–4/3–4 | С |
Примітки: 1. 0 – не рекомендується; 1 – погана; 2 – задовільна; 3 – добра;
4 – відмінна.
2. У чисельнику – порошків з високою текучістю; у знаменнику – порошків з малою текучістю (твердих порошків з частинками неправильної форми).
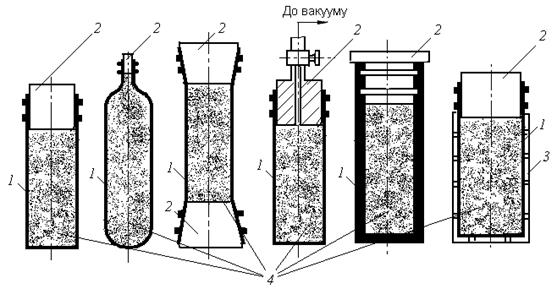
а б в г д е
1 – еластичні оболонки; 2 – герметизуючи пробки; 3 – перфорований стакан; 4 – порошок
Рисунок 64 – Різновиди прес-інструменту для пресування за методом ''мокрого" чохла.
У разі пресування заготівок у вигляді стрижня або циліндра постійного перетину за методом "сухого" чохла має місце співвідношення:
 (4.2)
(4.2)
де  – діаметр оболонки;
– діаметр оболонки;
 – коефіцієнт ущільнення порошку:
– коефіцієнт ущільнення порошку:
 або
або  або
або  ;
;
 – об'єм оболонки;
– об'єм оболонки;
 – об'єм спресованого виробу;
– об'єм спресованого виробу;
 – густина пресування;
– густина пресування;
 – насипна густина порошку;
– насипна густина порошку;
 – діаметр спресованої заготівки.
– діаметр спресованої заготівки.
При пресуванні стрижнів і масивних циліндрів постійного поперечного перетину за методом "сухого" чохла без осьового стиснення справедливі співвідношення:
 , (4.3)
, (4.3)
де  – довжина оболонки;
– довжина оболонки;
 – довжина пресовки;
– довжина пресовки;
 – осьова усадка.
– осьова усадка.
Для випадку пресування циліндровихтруб з відкритими торцями за методом "мокрого" або "сухого" чохла з використанням жорстко закріплених заглушок торців, справедливі співвідношення:
 , (4.4)
, (4.4)
де  – внутрішній діаметр трубної заготівки;
– внутрішній діаметр трубної заготівки;
 – діаметр центрального стрижня;
– діаметр центрального стрижня;
 – усадка по діаметру.
– усадка по діаметру.
При пресуванні циліндрових труб за методом "мокрого" чохла з використанням ковзаючих або деформівних заглушок і пуансонів справедливі співвідношення (4.2), а для тонкостінних труб
 , (4.5)
, (4.5)
де  – допуск на осьове стиснення (залежить від відношення
– допуск на осьове стиснення (залежить від відношення  , коефіцієнта , жорсткості чохла і коефіцієнта тертя між порошком і центральним стрижнем).
, коефіцієнта , жорсткості чохла і коефіцієнта тертя між порошком і центральним стрижнем).
Дата добавления: 2015-09-07; просмотров: 1309;