Ущільнення в товстостінних еластичних оболонках
Ущільнення в товстостінних еластичних оболонках (квазіізостатичне пресування) є одним з варіантів холодного ізостатичного рпесування – ХІП. Відповідно до цього методу порошок поміщається в еластичну оболонку і надалі ущільнюється в металевій прес-формі (рис.65) по одному з варіантів статичного пресування. В цьому випадку товстостінна оболонка рівномірно передає тиск середовища подібно рідині. У зв'язку з цим до матеріалу оболонки пред'являються спеціальні вимоги, одним з яких є значення коефіцієнта Пуассона, рівне 0,5 (в цьому випадку коефіцієнт бічного тиску  ). Крім того, матеріал повинен мати велику межу міцності на розтягування, достатню жорсткість, визначену пружність, що забезпечує повернення оболонки в первинне положення після зняття тиску. Оболонка також повинна не склеюватися і не схоплюватися з порошком, бути довговічною і дешевою, придатною для багатократного використання.
). Крім того, матеріал повинен мати велику межу міцності на розтягування, достатню жорсткість, визначену пружність, що забезпечує повернення оболонки в первинне положення після зняття тиску. Оболонка також повинна не склеюватися і не схоплюватися з порошком, бути довговічною і дешевою, придатною для багатократного використання.
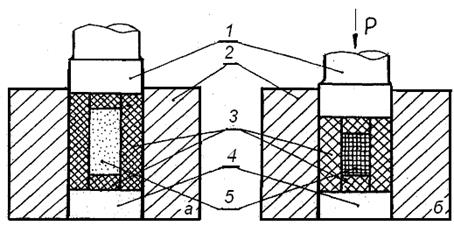
1 – пуансон; 2 – матриця; 3 – елементи товстостінної еластичної оболонки; 4 – нижній пуансон; 5 – матеріал, який ущільнюється
Рисунок 65 – Схема пресування в товстостінній еластичній оболонці до (а) і після (б) прикладання навантаження
Кращими матеріалами для виготовлення товстостінних оболонок є "Іон-121" (суміш смоли з пластифікатором і стабілізатором), водний розчин желатину з добавкою гліцерину. Стійкість оболонки з желатину дозволяє виготовляти декілька сотень виробів в одній формі, а в оболонці з каучуку - декілька тисяч.
Для забезпечення рівномірної передачі тиску пресованому матеріалу важливе значення мають розміри оболонок стосовно пресованої деталі.
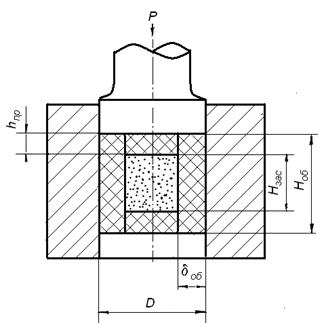
Розрахунок товстостінних еластичних оболонок проводять за формулою:
 , (4.6)
, (4.6)
де  – висота оболонки;
– висота оболонки;
 – висота, яка необхідна для засипки потрібної кількості порошку:
– висота, яка необхідна для засипки потрібної кількості порошку:
 (4,7)
(4,7)
 ,
,  – щільність пре совки та насипна щільність порошку;
– щільність пре совки та насипна щільність порошку;
 ,
,  – висота пре совки та торцевої пробки (рис.66).
– висота пре совки та торцевої пробки (рис.66).
Велика увага надається висоті пробки (  ), оскільки при малих її значеннях ступінь ущільнення в напрямі, перпендикулярному до пресування, зменшується, а у напрямі пресування збільшується, що привзодить до утворення "талії" на пресовці. Оптимальна висота пробки
), оскільки при малих її значеннях ступінь ущільнення в напрямі, перпендикулярному до пресування, зменшується, а у напрямі пресування збільшується, що привзодить до утворення "талії" на пресовці. Оптимальна висота пробки
 , (4.8)
, (4.8)
де  –товщина стінки оболонки;
–товщина стінки оболонки;
 – зовнішній діаметр оболонки.
– зовнішній діаметр оболонки.
|
| Рисунок 66 – До розрахунку товстостінної еластичної оболонки |
Зменшення втрат на тертя, а також рівний тиск на всіх напрямках при ізостатичному пресуванні в товстостінних оболонках дозволяє понизити тиск пресування для отримання однакової щільності пресовок у порівнянні з пресуванням в жорсткій матриці на 30–50% для пластичних матеріалів і на 10–20% для твердих, крихких матеріалів.
При пресуванні виробів в еластичних оболонках для зменшення тертя між гумою і стінками металевої матриці зовнішню поверхню оболонок необхідно змастити. З цією метою застосовують гліцерин або машинне мастило.
Необхідно змащувати також і внутрішню поверхню оболонок, оскільки при пресуванні відбувається переміщення частинок, як в об'ємі виробів, так і по поверхні зіткнення частинок з оболонкою. Кращим мастилом в цьому відношенні є суміш солідолу з олівцевим графітом (3:7 по масі).
Максимальний ефект при пресуванні дає одночасне змазування стінок оболонки і введення в порошок поверхнево–активного мастила (олеїнової кислоти) 1–0,3 %. В цьому випадку в порівнянні з сухим пресуванням щільність пресовки збільшується на 10–20%.
При ізостатичному пресуванні заготівки доцільно витримувати під тиском протягом 40–60 с. Це сприяє збільшенню щільності на 2,5–3,5%.
Дата добавления: 2015-09-07; просмотров: 908;