Структурная схема. ТТ представляет собой измерительный трансформатор, предназначенный для измерения электрического тока в токоведущих цепях
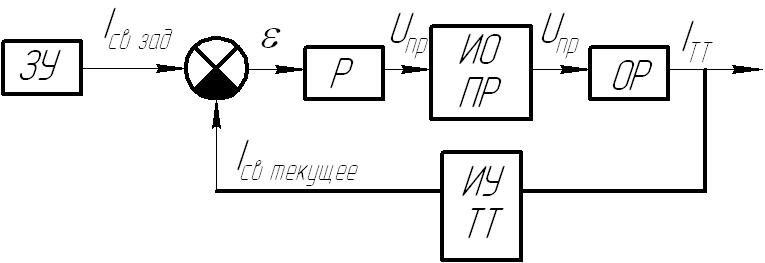
ТТ представляет собой измерительный трансформатор, предназначенный для измерения электрического тока в токоведущих цепях, может устанавливаться как в первичную, так и во вторичную обмотку СТ.
Iтт = f1(Iу),
Iсв = f2(Iу),
Iтт = f3(Iсв),
kт = Iсв /Iу; Iу = Iсв/kт;
kт = Iтт / Iу; Iтт = Iу·kт .
kт – коэффициент трансформации
Iу = Iтт/kт .
За счет корректировки напряжения U изменяется или прерывается с помощью прерывателя (ПР) протекание тока управления (Iу) первичной обмотки сварочного трансформатора (СТ), что в конечном итоге приводит к изменению или прерыванию сварочного тока вторичной обмотки.
При достижении размеров литого ядра заданных значений, ток сварки IсвТ становится равным току сварки заданному IсвЗ (т.е. IсвТ = IсвЗ). В этом случае прерыватель (ПР) отключает первичную цепь сварочного трансформатора (СТ) от напряжения прерывая процесс сварки во вторичной цепи.
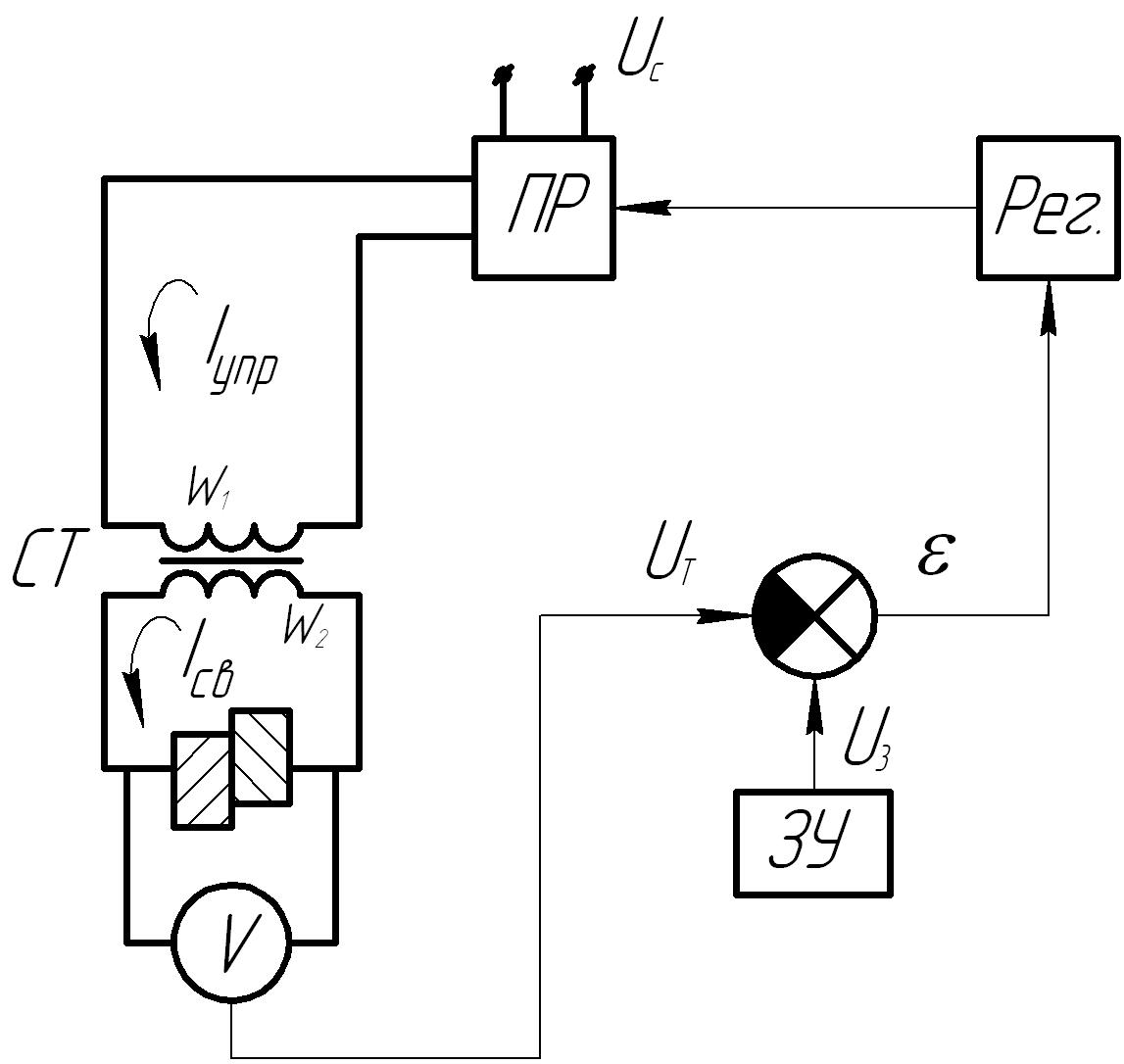
4.1.2 САР напряжения на электродах
Для стабилизации напряжения на электродах может быть использована схема аналогичная рассмотренной выше. Для этого в качестве измерительного устройства выступает не ТТ, а вольтметр, зажимы которого подключаются к сварочному электроду.
Сигнал с вольтметра аналогично предыдущей схеме поступает на один вход схемы сравнения, на другой вход которой поступает электрический сигнал соответствующий заданному значению напряжения на электродах. В остальном работа системы аналогична вышерассмотренной.
4.2 САР физических параметров контактной сварки
4.2.1. САР температуры ОШЗ tошз (tэл).
Размеры сварного соединения определяют температуру металла в зоне сварки. Однако непосредственно измерить температуру расплавленного металла ядра в процессе сварки невозможно. При выполнении ряда условий температура и размеры литого ядра можно оценить по температуре контакта «электрод-деталь», измеренную в зоне данного контакта.
При достижении заданной температуры на поверхности детали, определяемой экспериментально происходит выключение Iсв. Работа системы аналогична работе системы РТС. Только вместо сигнала пропорциональному сварочному току измеряются сигналы пропорциональные температуры контакта или ОШЗ. В силу влияния ряда существенных недостатков, связанных с искажением информации о температуре контакта из-за влияния состояния поверхности свариваемых деталей, размеры электродов и степень их охлаждения, параметров окружающей среды – влажности, запыленности и т.д. и т.п. (кислотные, щелочные, холодные, горячие среды).
Методы регулирования по температуре нашли ограниченное применение на производстве.
4.2.2 САР перемещения электродов под действием теплового расширения металла Δэл.
Между перемещением электродов и размерами литого ядра существует взаимосвязь, которая используется при построении САР.
Приращение толщины детали Δ от нагрева может составлять 8-10% суммарной толщины свариваемых деталей. Перемещение Δэл вызывает перемещение ΔS подвижного электрода сварочной машины.
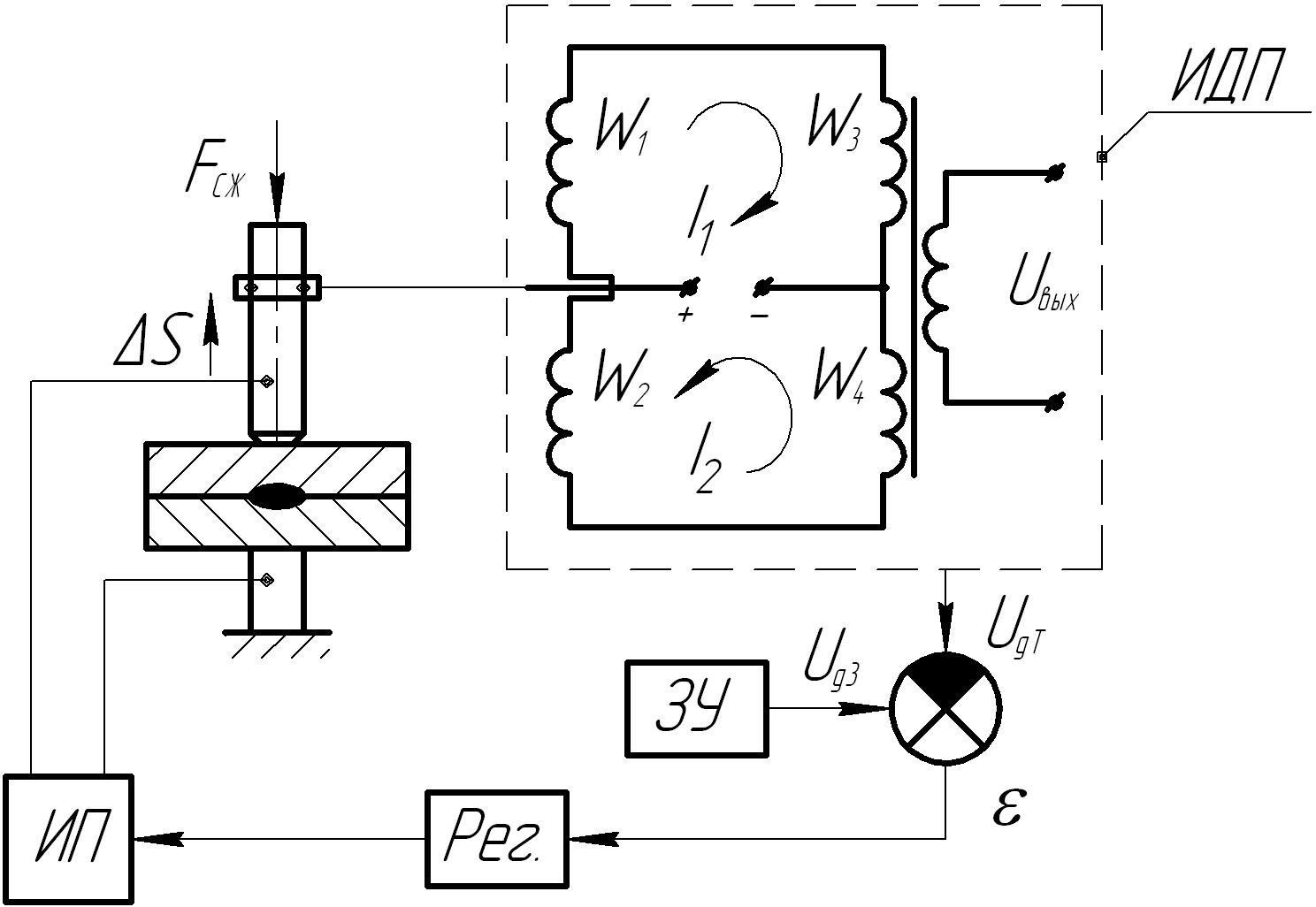
ΔS – перемещение электрода;
ИДП – индукционный датчик перемещения;
Uвых = f (Δ S)
при Δ = 0, Uвых = 0.
До сварки ИДП находится в равновесном состоянии, т.е. I1 = I2.
В исходном состоянии, когда сварки нет
I1 = I2; I1 – I2 = 0.
В процессе формирования литого ядра засчет расширения металла заготовок (деталей) происходит перемещение подвижного электрода на величину Δ, сопровождающееся одновременным перемещением штока, жестко связанного с подвижным электродом. Перемещение штока приводит к изменению магнитного сопротивления обмоток W1 и W2 и как следствие к изменению тока I1 и I2. В результате равновесие ИДП характеризующееся Uвых = 0 нарушается и приводит к появлению на выходе ИДП некоторого сигнала Uвых ≠ 0 и пропорционального величине перемещения подвижного электрода ΔS.
Дата добавления: 2015-09-07; просмотров: 891;