Структурная схема САР АРВ
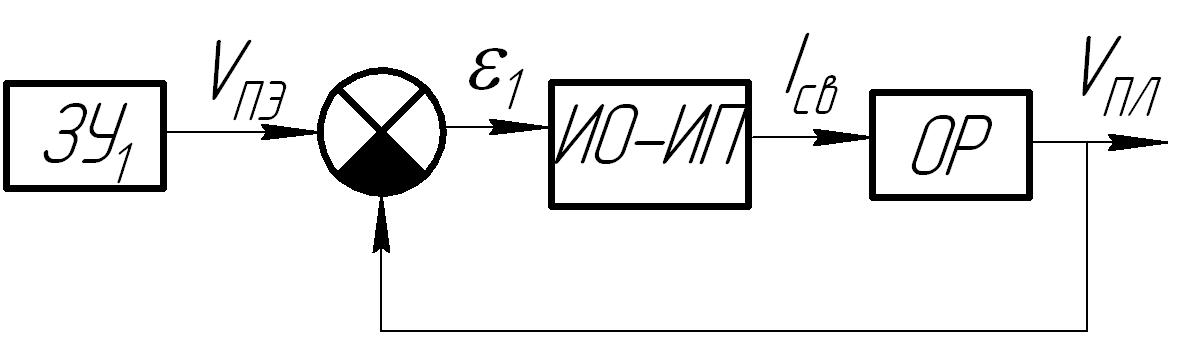
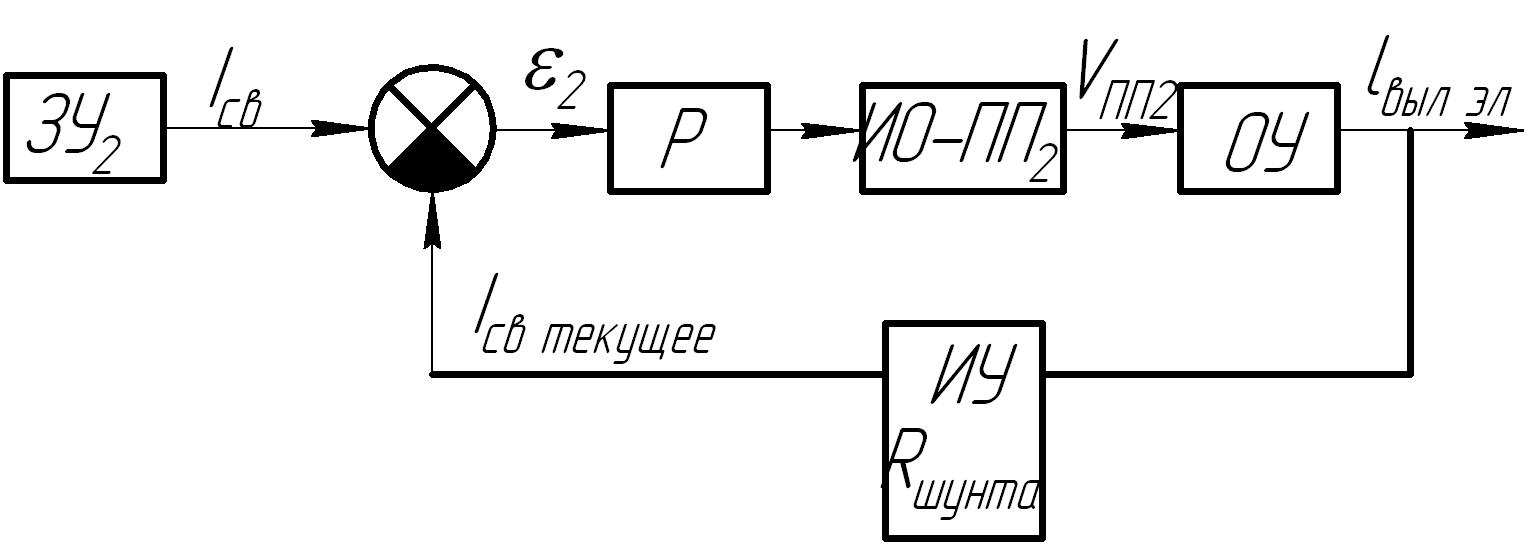

С помощью регулятора АРДС обеспечивается стабилизация значений сопротивления дуги Rд, т.е. Rд → const (должна быть).
Системы АРВ реализуют многомерную схему САР, представленную двумя независимыми контурами регулирования:
1) АРДС;
2) непосредственный вылет электрода.
В результате выполняется условие:
Lд + Lв = const.
1.4.САР тока и напряжения дуги с воздействием на питающую
систему (АРП)
Системы этого типа отрабатывают возмущения воздействия на параметры сварочного ИП (напряжение холостого хода Uхх и внутреннее комплексное сопротивление источника Z).
Любой ИП можно заменить следующей структурной схемой
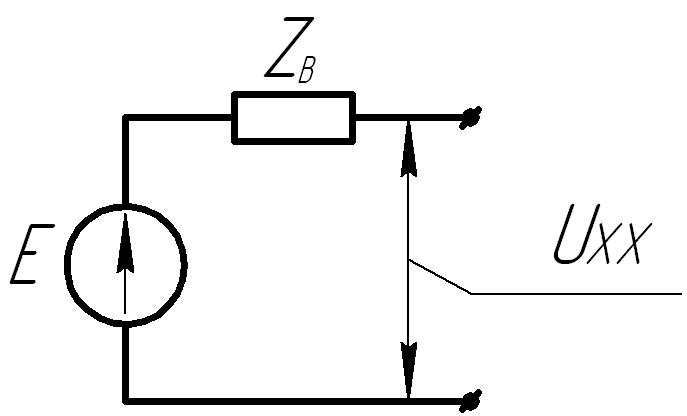
ZB – внутреннее сопротивление
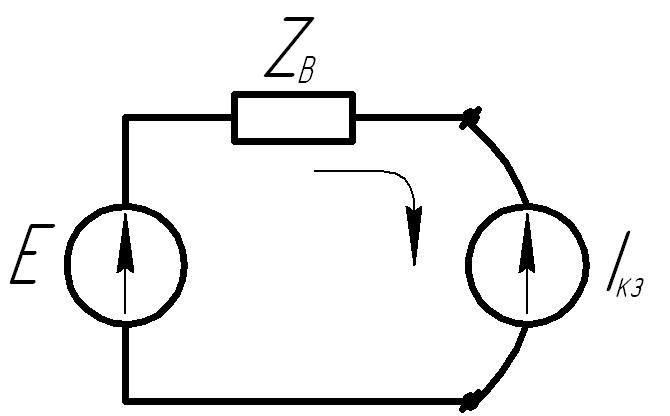
Определение тока короткого замыкания
Системы АРП фактически предназначены для изменения ВАХ ИП для обеспечения стабильного горения дуги, определенным образом перемещая рабочую точку – место пересечения ВАХ ИП и ВАХ дуги.
2.САР параметров дуги при сварке неплавящимся электродом
Особенность динамических процессов в сварочном контуре с неплавящимся электродом заключается в отсутствии эффекта саморегулирования длины дуги, свойственного системам с плавящимся электродом. В контуре с неплавящимся электродом напряжение дуги связано функциональной зависимостью с длиной дуги.
lд - длина дуги, мм;
Iсв – сварочный ток, А.
а, b, с, k – коэффициенты, учитывающие геометрические и физические особенности дуги (определяется справочно).
На практике используют 2 способа регулирования параметров дуги с неплавящимся электродом при действии возмущений в сварочном контуре: САР АРНД и САР АРП.
3.САР проплавлением при дуговой, плазменной и электронно-лучевой сварке.
Качество сварного соединения обуславливается его механическими и коррозионными свойствами, зависящими от геометрических размеров и формы сварного шва. Стабилизация геометрических размеров шва способствует повышению качества сварного соединения. При сварке материалов, склонных к закаливанию или к образованию горячих или холодных трещин важным фактором является также поддержание заданного термического цикла в процессе сварки, обеспечивающего необходимую скорость охлаждения металла. Только при этом условии можно получить требуемые структуру шва и околошовной зоны, т.е. качество проплавления.
Наиболее применяемым способом оценки качества проплавления является введение в САР обратной связи по температуре металла сварочной ванны или ОШЗ. Температура измеряется специальными бесконтактными датчиками, действие которых основано на измерении интенсивности излучения с поверхности сварочной ванны.
Способы измерения качества проплавления.
1. Электродуговая сварка
а) со стороны дуги
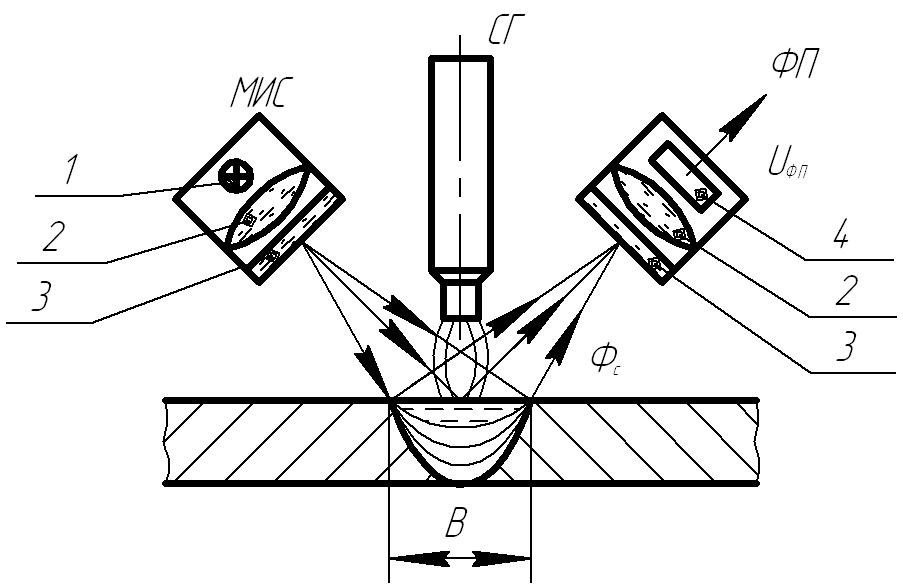
Фс – интенсивность светового потока
1 – лампа накаливания;
2 – линза стеклянная (фокусирующий элемент);
3 – светофильтры;
4 – фотоэлемент.
СГ – сварочная горелка;
МИС – моделирующий источник света;
ФП – фотоприемник.
Uфп = f(Фс);
Фс ≡ В.
В↑ Фс ↑; В↓ Фс↓
Лучи подающие на СВ отражаются и их принимает ФП, т.к. СВ блестящая, а те лучи, которые падают на металл поглощаются им, поэтому Uфп является функцией от ширины ванны В.
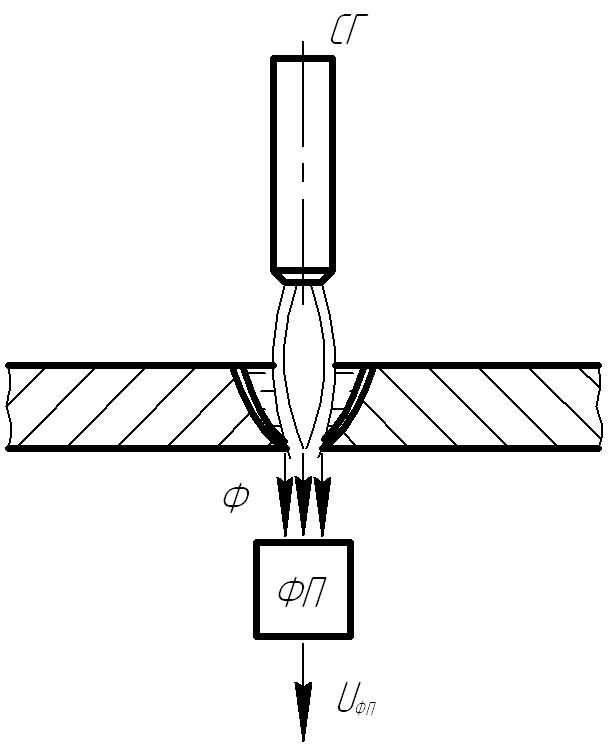
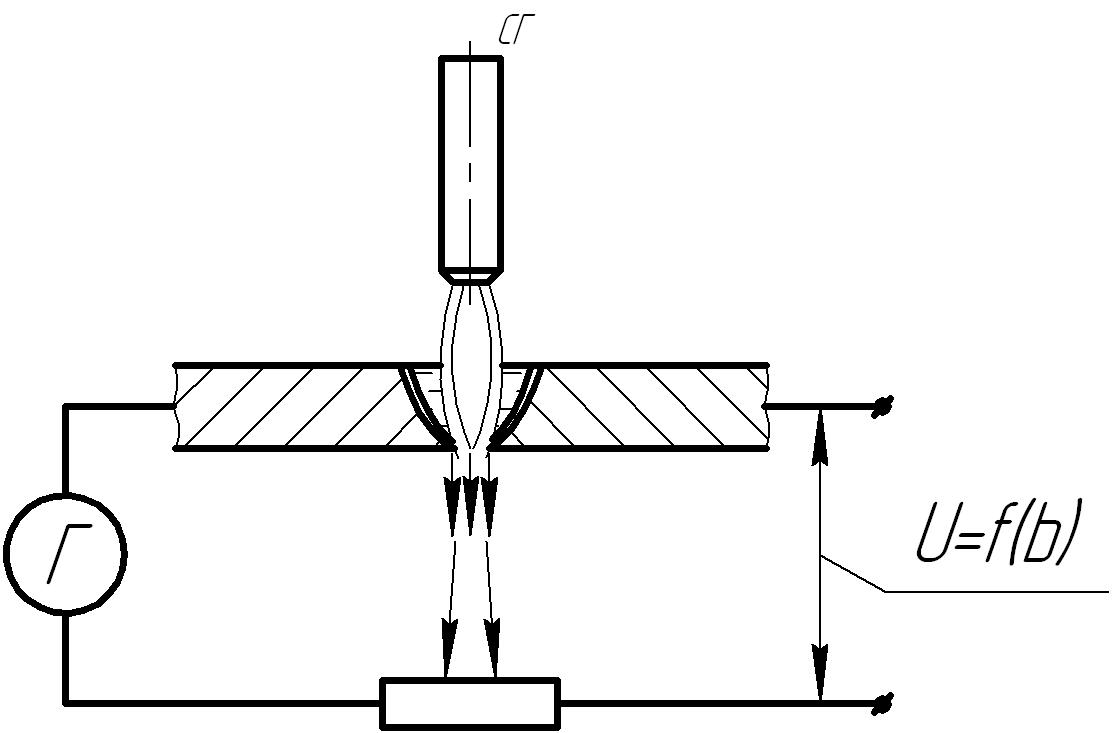
б) с обратной стороны шва
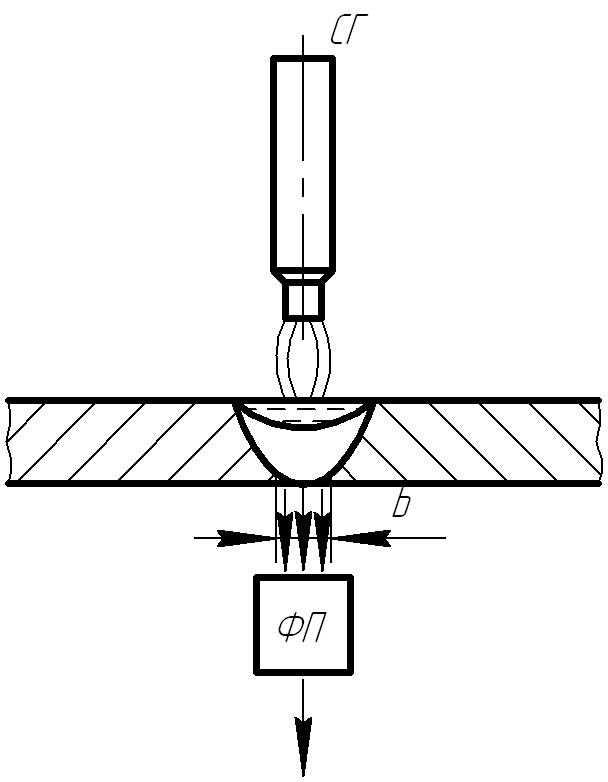
b – ширина обратного валика;
Uфп = f(b);
b↑ Uфп ↑; b↓ Uфп↓.
2. Плазменная сварка
а) измерение параметров плазменного факела с помощью ФП
Uфп = f(Ф)
б) измерение параметров факела по разности потенциалов между свариваемым изделием и искусственно вводимой под деталь контактной подложкой
Дата добавления: 2015-09-07; просмотров: 1521;