Лекция № 16
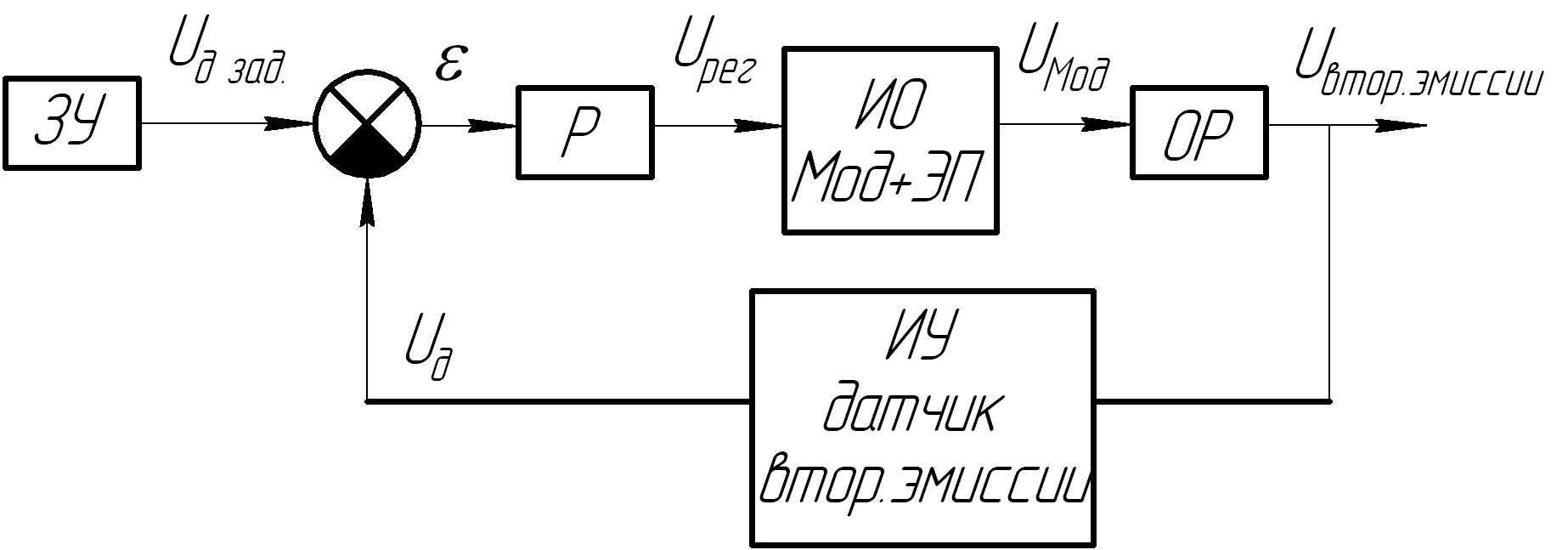
Uдз=Umax – напряжение вторичной эмиссии
С помощью рассмотренной САР ЭЛС осуществляется импульсный режим сварки.
При этом вместо установки регулируемых параметров вручную в соответствии с найденными экспериментальными значениями САР ЭЛС автоматически настраивается на автоматическую частоту прерывания по частоте пиков Uд.
При этом улучшаются условия формирования сварного шва.
4 САР контактной сварки
Основное требование к САР контактной сварки – высокое быстродействие. САР должна в течение короткого промежутка времени (сотые доли секунды и менее) измерить регулируемую величину и сформировать регулирующее воздействие, стабилизирующее параметры режима контактной сварки. Реально такую возможность имеют электронные и электрические средства, на базе которых реализуется САР контактной сварки.
В зависимости от регулируемых величин САР контактной сварки делятся на 2 большие группы:
4.1 САР с электрическими параметрами режима сварки (ток сварки, мощность сварки, напряжение на электродах).
4.2 САР физическими параметрами режима сварки (сопротивление детали Rдет, перемещение Δ, tошз (tэл)).
4.1.1. САР сварочного тока
Iсв является одним из основных параметров, характеризующих режим контактной сварки. Iсв может изменяться в процессе сварки под действием ряда возмущений: колебание напряжение сети Uс, внутреннее сопротивление ИП Zв, изменение сопротивления деталей Rд. Для стабилизации тока сварки на заданном уровне используют регулятор тока сварки типа РТС (регулятор тока сварки).
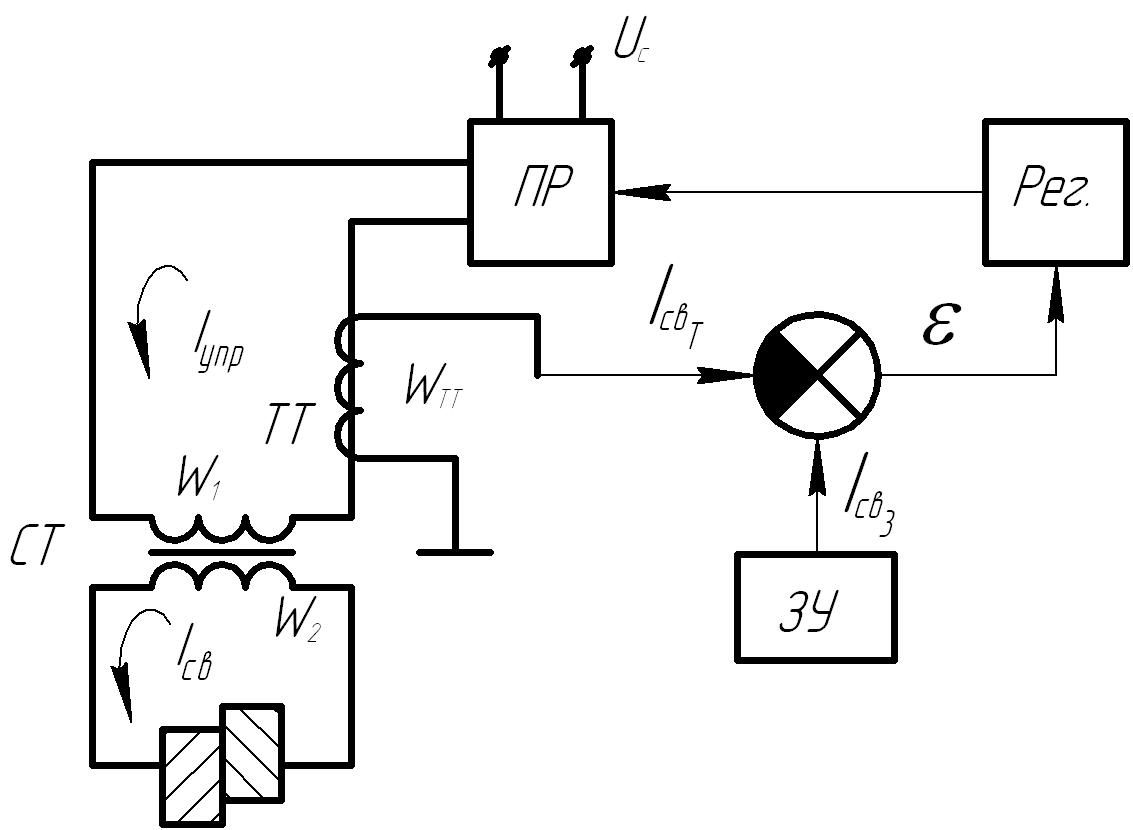
Iупр – ток управления;
ТТ – трансформатор тока;
СТ – сварочный трансформатор;
ПР – прерыватель.
Дата добавления: 2015-09-07; просмотров: 764;