П. По скорости подачи присадочной и электродной проволоки
Постоянно меняется длина дуги, глубина сварочной ванны.
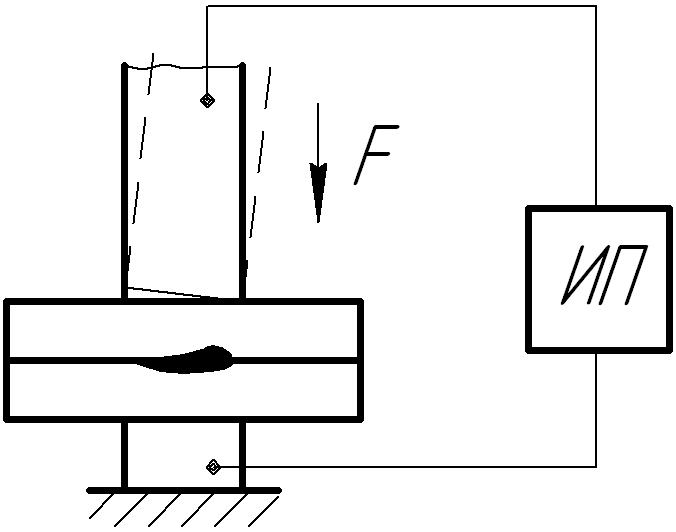
П. По давлению, току и напряжению на электродах и ИП
Если сила прижатия будет неравномерна, то форма и размеры литого ядра будут неодинаковы.
П. По расходу защитного и плазмообразующего газа, давлению в камере
Неравномерность подачи газа, попадание водорода в шов, следовательно, дефекты.
Возмущения по форме и расположению источника нагрева
Дата добавления: 2015-09-07; просмотров: 883;