ХУДОЖЕСТВЕННОЙ КОВКИ
Вытяжка - применяется для удлинения заготовки (дополнение – табл. 2).
Осадка – применяется для уменьшения длины заготовки и увеличения поперечного сечения.
Цилиндрическая заготовка после осадки на плоских бойках не остается цилиндрической. Вследствие трения о бойки заготовка принимает бочкообразный вид. При осадке заготовки квадратного сечения металл, подчиняясь закону наименьшего сопротивления, раздается в направлении диагонали менее интенсивно, чем в направлении сторон. Квадратное сечение заготовки постепенно превращается в круглое. Еще большая неравномерность деформации наблюдается при осадке в торец заготовок прямоугольного сечения, которая в начале принимает форму эллипса, и далее стремится к кругу. При h0 / d0 > 2,5 … 3 (предельное соотношение) осадка, как правило, сопровождается продольным изгибом.
Существует разновидность осадки – на подкладных плитах с отверстиями или на подкладных кольцах.
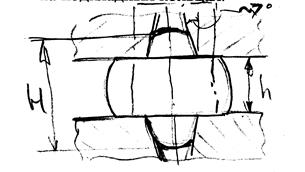
В этом случае одновременно с осадкой происходит вдавливанием части материала заготовки в отверстия. В начальный момент вместе с уменьшением h наблюдается уменьшение общей высоты заготовки Н . Но, поскольку с увеличением ее диаметра и уменьшением высоты течение металла в сторону становится более затруднительным, металл начинает интенсивнее вдавливаться в отверстия и размер Н начинает увеличиваться. Будет ли конечный размер Н больше или меньше высоты заготовки и каковы будут размеры полученных при этом выступов, зависит от того, насколько заготовка перекрывает отверстие в бойках, а также от величины радиусов закругления кромок отверстия, смазки бойков и степени осадки.
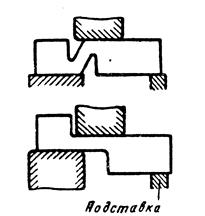
Высадка – набор металла или осадка части заготовки.
Чаще всего высадку производят с помощью колец. Отверстие в кольце принимают равным или немного больше диаметра исходной заготовки, при этом верхняя часть полости в кольце может быть сделана по форме и размерам высаживаемой головки (см. рис. выше). Длина высаживаемой части заготовки должна быть меньше 3-х ее диаметров. При большой длине заготовки, когда высадка в кольце невозможна, высадку производят романением.
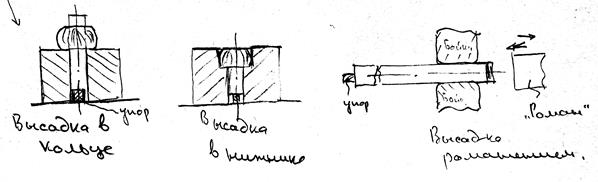
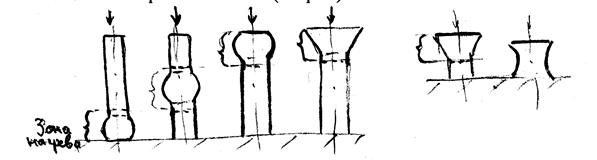
Заготовку зажимают между бойками и недеформируемым концом упирают в упор. По нагретому деформируемому концу наносят удары. Если нагреть не всю заготовку, а только ее высаживаемую часть на длину, не превышающую 2 – 2,5 ее толщины, то высадка концов или средней части заготовки может быть осуществлена без подкладного инструмента. Если при этом высадку верхнего конца заготовки производить слабыми ударами, то вместо бочки образуется коническое утолщение. Применяя слабые удары, можно получить такие утолщения последовательно на обоих концах полностью нагретой заготовки (см. рис.).
 Определить длину исходной заготовки при высадке различных форм за несколько переходов можно по табл. 3.
Определить длину исходной заготовки при высадке различных форм за несколько переходов можно по табл. 3.
Рубка – применяется для разделения или подсечки и выполняется кузнечным топором или зубилом.

Гибка – выполняется на наковальне, в тисках или на специальных оправках.
Гибка заготовки сопровождается искажением исходной формы ее сечения и уменьшением его площади за счет утяжки металла. Чем меньше радиус гибки, тем большее искажение формы имеет место, вплоть до образования трещин разрыва по наружному контуру и складок разрыва. Чтобы избежать уменьшения сечения, необходимо в месте изгиба сформовать утолщение. Длины исходных заготовок при гибке, в зависимости от формы элемента, определяются, как правило, без учета этих искажений по известным формулам (см. приложение).
Скручивание – (торсирование) – стержни толщиной до 20 мм прямоугольного или квадратного сечения скручивают в холодном состоянии.
Стержни круглого сечения перед скручиванием формуют на овал.
Прошивка – применяется для получения отверстий и выполняется специальными кузнечными пробойниками, часто на специальной пробойной плите. Вначале заготовку прошивают примерно на ¾ ее толщины, затем, перевернув на 180о, пробивают окончательное отверстие. Для увеличения диаметра отверстия и придания ему какой-либо формы применяются специальные оправки.
Рассекание (надрубка) – частичное рассекание заготовки зубилом под острым углом к продольной оси. Выполняется также на наковальне или в тисках. При рассекании на наковальне подкладывают лист железа или меди
Выглаживание (отделка) – операцию выполняют после того, как основная форма уже откована и все формообразующие операции выполнены. После ковки всегда остаются следы волнистости, шероховатости, которые при выглаживании и окончательной отделке выравнивают при помощи гладилок различной формы для плоских поверхностей и обжимок для цилиндрических поверхностей с малыми радиусами закруглений. Для выглаживания внутренних и вогнутых поверхностей применяют специальные гладилки. Выпуклые поверхности выглаживают плоскими гладилками. Выглаживание ведут постепенно, перемещая гладилку по поверхности изделия и ударяя по ней кувалдой. Иногда выглаживают только отдельные участки рельефа.
Насекание рисунка – операция так же относится к отделочным видам ковки. При помощи зубила в холодном или горячем состоянии на поверхности изделия воспроизводятся различные штрих-насечки, решетки или узоры.
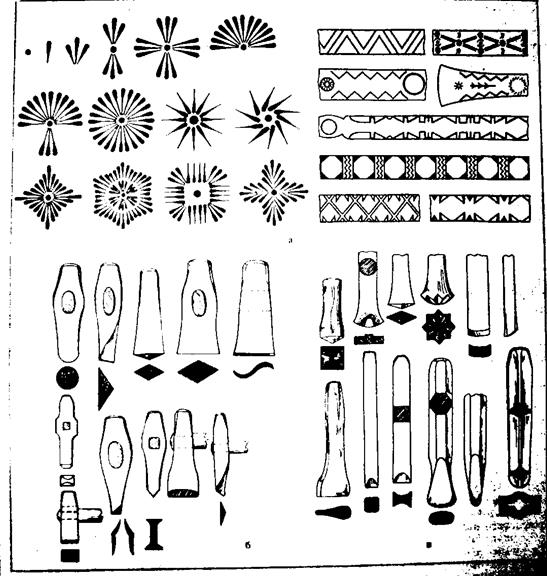
Для насечки прямых линий пользуются зубилом с прямолинейным лезвием. Если режущая кромка зубила притуплена, то линии получаются с более мягкими очертаниями. Сочетая работу зубилами с различной кривизной лезвия, можно создавать сложные и красивые орнаменты типа цветов, розочек, кружков. В ряде случаев насечку наносят на элементы изделия в процессе ковки. Например, отковывают листочек, затем на его поверхности насекают зубилом различные прожилки и только после этого придают листу нужную форму.
Различные точки, углубления наносят на откованную поверхность пробойником со специально заточенной поверхностью рабочей части. Кроме этих инструментом кузнецы при орнаментации применяют различные чеканы, пуансоны и другие инструменты.
Набивка рельефа и фактуры – отделочная операция, заключается в создании дополнительных рельефов-выступов или канавок и углублений. Выполняется специальными подбойниками, разгонками, чеканами, имеющими различный рельеф (в виде листочков, снежинок, виноградных гроздей). Кроме того, при орнаментации изделий пользуются специальным инструментом: пуансонами, молотками со специальными рабочими поверхностями – бучарами. Огранка в основном выполняется при помощи кузнечного молотка.
 Передача производится для смещения одной части заготовки относительно другой. Ей предшествует наметка и пережим. Завершается она обычно вытяжкой средней части заготовки.
Передача производится для смещения одной части заготовки относительно другой. Ей предшествует наметка и пережим. Завершается она обычно вытяжкой средней части заготовки.
Сварка (кузнечная) применяется для соединения в одно целое отдельных частей заготовки из стали с содержанием углерода не более 0,4 – 0,45 %, так как с повышением содержания углерода качество соединения снижается.
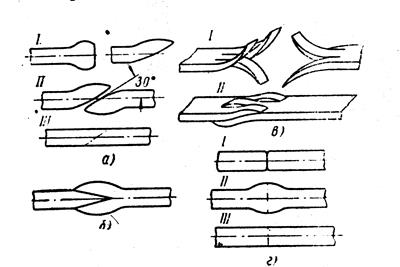
Перед сваркой производят нагрев свариваемых частей до температуры несколько выше ковочной. Для предупреждения пережога металла нагреваемые части перед окончанием нагрева обильно посыпают флюсами – обычно кварцевым песком с добавкой буры и, реже, поваренной соли. Затем нагретые под сварку поверхности быстро и тщательно очищают скребками, щетками или метелками. Очистке при этом также способствуют указанные флюсы.
Дата добавления: 2015-09-07; просмотров: 1232;