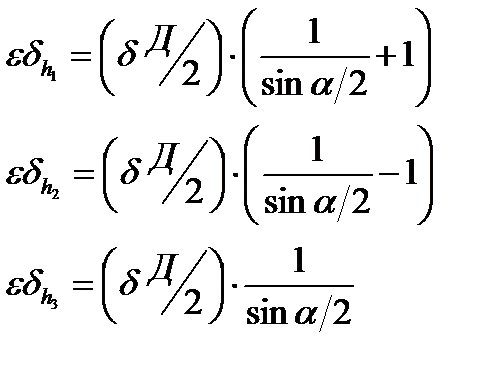
Определение погрешности базирования цилиндрических деталей в призме.
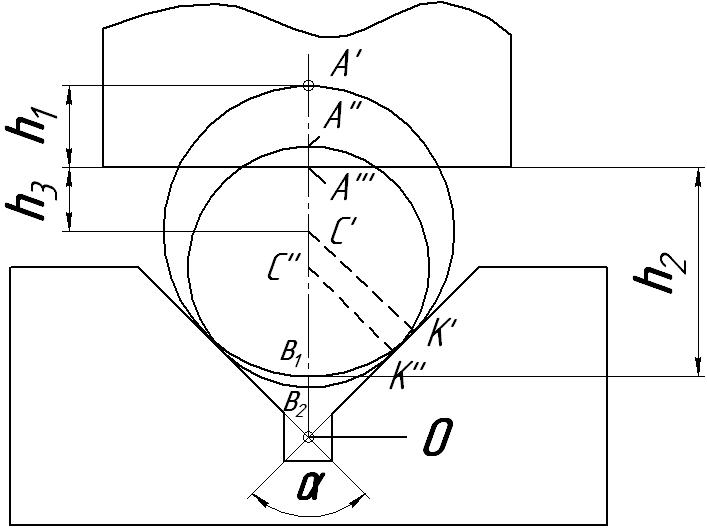

Следовательно:
28. Классификация станочных приспособлений. Пять видов:
1. Станочные приспособления, закрепления на станках обрабатываемых заготовок (патроны, центры). Их применение обеспечивает повышение производительности труда за счёт сокращения времени на установку и закрепление детали, сокращение вспомогательного времени и повышения режимов резанья.снижает себестоимость продукции.
2. Приспособления для установки и закрепления рабочего инструмента, при помощи которого осуществляется связь между инструментом, заготовкой и станком (суппорты, патроны, резцодержательнные оправки и т.д.).
3. Сборочные приспособления – предназначенные для соединения сопрягаемых деталей в узлы и изделия.для крепления базовых деталей или узлов собираемого изделия, для обеспечения правильной установки соединенных элементов изделия, для предварительной сборки упругих элементов, (пружин) и выполнение соединений с натягом.
4 .Контрольные приспособления – применяют промежуточного и окончательного контроля детали в процессе механической обработки, контроля сборочных узлов машин.
5. Приспособления для захвата перемещения и перевёртывания обрабатываемых тяжелых заготовок и узлов
По степени специализации эти приспособления бывают трёх видов.
1. универсальные, предназначенные для обработки различных заготовок
2. специализированные, дляобработки заготовок путём использования дополнительных или сменных устройств,
3. специальные – для определённых операций. Сюда же относят УСП.
Приспособления состоят:
1. из установочных элементов, с которыми контактируют базовые поверхности заготовок.
2. устройств для закрепления установленных заготовок.
3. элементов для направления и контроля положения рабочего инструмента
4. вспомогательных элементов.
5. корпуса.
 установочные элементы приспособлений.
установочные элементы приспособлений.
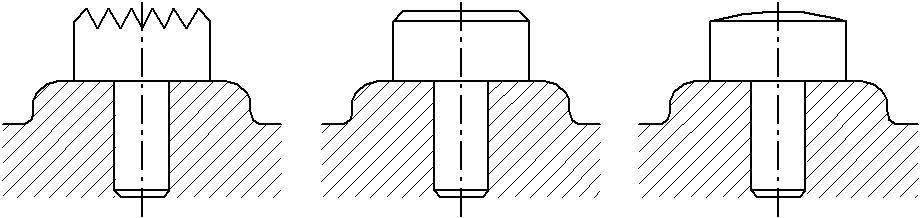
 1. Для установки используют постоянные опоры с рифлёной, гладкой и сферической поверхностями.
1. Для установки используют постоянные опоры с рифлёной, гладкой и сферической поверхностями.
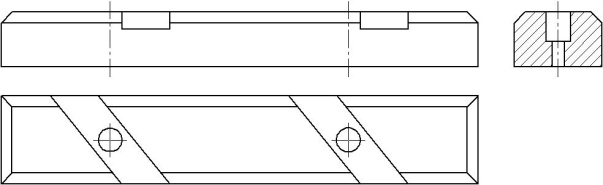
2. Установку заготовок чисто обрабатываемыми базами производят на опорные пластинки.
Для повышения износостойкости опоры производят из стали У8 или стали 20 с цементацией и закалкой HRC 55…60. Применяют также хромирование и наплавку опор твердым сплавом. Несущие поверхности опор шлифуют по 8 классу шероховатости
Дата добавления: 2015-09-29; просмотров: 1769;