Другие виды формовки
а) Формовка по разъемной модели является наиболее распространенной для изготовления различных по конфигурации отливок. Наиболее часто применяют модели с горизонтальной плоскостью разъема формы. Последовательность выполнения основных технологических операций формовки в этом случае достаточно близка к формовке по неразъемной модели, рассмотренной в предыдущем разделе. Исключение составляют дополнительные операции, связанные с установкой и извлечением верхней полумодели, а также установкой стержня в форму (при его наличии).
б) В ряде случаев, связанных с технологическими соображениями, формовку производят по модели с отъемными частями, которые крепятся на ней с помощью специальных шпилек. При этом если направление извлечения отъемной части не совпадает с направлением удаления из формы модели, то вначале извлекают модель, а затем отъемную часть. За исключением технологических операций, связанных с извлечением отъемных частей из формы, последовательность выполнения основных технологических операций формовки в этом случае достаточно близка к формовке по неразъемной модели, рассмотренной ранее.
в) Формовку с «подрезкой» выполняют, как правило, по неразъемной модели, более простой и дешевой в изготовлении, чем разъемная. При этом в результате «подрезки» удается облегчить извлечение модели из формы. Соответственно это позволяет получить более точную форму. Однако, формовка с «подрезкой» несколько увеличивает трудоемкость процесса изготовления формы. Поэтому ее используют в тех случаях, когда сокращение трудозатрат на изготовление моделей более существенно, чем увеличение продолжительности и сложности формовки (в основном при изготовлении отливок в единичных экземплярах или небольшими сериями).
г) При машинной формовке механизируются наиболее трудоемкие операции уплотнения формовочной смеси и извлечения модели из формы, а также ряд вспомогательных операций. В результате этого резко повышается производительность труда по сравнению с ручной формовкой, возрастает точность отливок по размерам и массе, облегчается труд и улучшаются санитарно-гигиенические условия работы, сокращается производственный цикл изготовления отливки.
Наиболее распространенным методом машинной формовки является уплотнение прессованием. Этот метод заключается в придании смеси определенной плотности посредством приложения регламентированного усилия, передаваемого через прессовую колодку. На практике используют как верхнее, так и нижнее прессование (рис. 17.5).
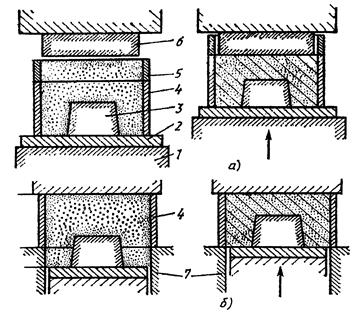
Рис. 17.5. Схема машинной формовки при верхнем а) и нижнем б) прессовании: 1 – рабочий стол; 2 – модельная плита; 3 – модель; 4 – опока; 5 – наполнительная рамка; 6 – прессовая колодка; 7 – неподвижные направляющие
В ряде случаев прессование осуществляют одновременно с вибрационным воздействием. В результате этого смесь уплотняется равномернее, а процесс прессования происходит более эффективно и качественно. Кроме метода прессования в литейном производстве используются пескометные, пескодувные и пескострельные агрегаты, а также импульсные и вакуумные технологии уплотнения.
Дата добавления: 2015-09-18; просмотров: 933;