Технологический процесс формовки в двух опоках по неразъемной модели
Неразъемные модели просты и дешевы в изготовлении и поэтому достаточно широко используются на практике. При использовании неразъемных моделей обеспечивается более высокая производительность, улучшаются условия труда, повышается размерная точность форм и т.п.
Процесс изготовления литейной формы объединяет определенную совокупность операций, которая рассмотрена ниже (пример на рис. 17.4).
1.Для формовки нижней полуформы модель отливки 1 и опоку 3 устанавливают на подмодельную (подопочную) плиту 2 (рис. 17.4,а) так, чтобы расстояние между стенкой опоки и моделью было не менее 25-30 мм.
2.Модель припыливают ликоподием или серебристым графитом, чтобы предотвратить прилипание к ней формовочной смеси.
3.Модель покрывают слоем просеиваемой через сито облицовочной смеси толщиной 15-20 мм для мелких отливок и 30-40 мм для крупных отливок (рис. 17.4,б).
4.Оставшийся объем опоки заполняют наполнительной смесью в несколько приемов слоями толщиной 50-70 мм (рис. 17.4,в).
5.Уплотнение засыпанной формовочной смеси ручной набойкой 4 (рис. 17.4,г), а верхний слой - башмаком трамбовки 5 (рис. 17.4,д).
6.Излишек смеси очищают линейкой 6 вровень с кромками опок, образуя поверхность, называемую контрландом, и накалывают на ней вентиляционные каналы, не доходящие до поверхности модели на 10-15 мм (рис. 17.4,е).
7.Готовую нижнюю полуформу вместе с заформованной в ней моделью поворачивают на 180 градусов рис. (17.4,ж).
8.На нижнюю полуформу по центрирующим штырям 8 устанавливают верхнюю опоку 9 (рис. 17.4,з).
9.Плоскость разъема присыпают мелким разъединительным песком с целью предотвращения слипания формовочной смеси нижней и верхней полуформ.
10.В верхней опоке устанавливают модели элементов литниковой системы (коллектора 10, стояка 11 и выпора 11).
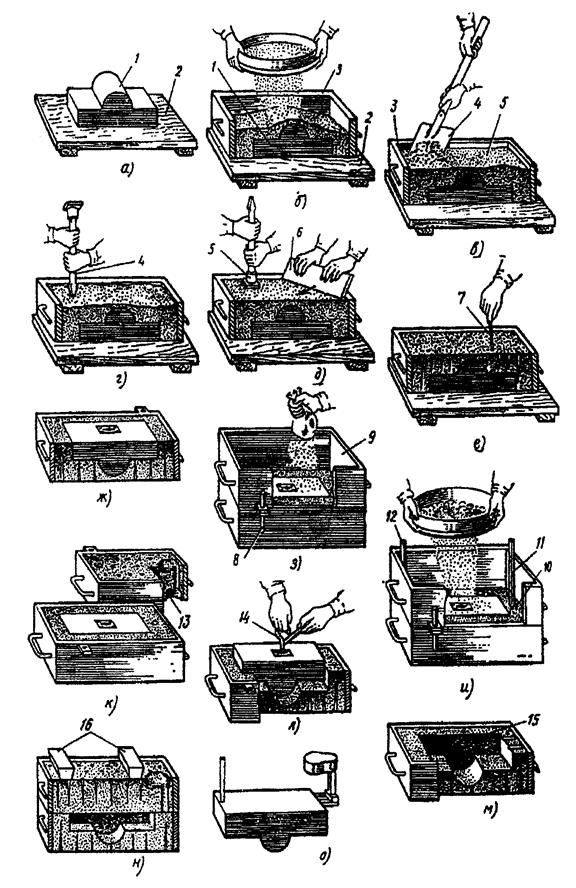
Рис. 17.4. Последовательность выполнения технологических операций формовки в двух опоках по неразъемной модели
11.В верхнюю опоку засыпают слой просеяной облицовочной смеси с таким расчетом, чтобы он закрыл поверхность модели (рис. 17.4,и).
12.Весь объем верхней опоки заполняют наполнительной формовочной смесью.
13.Уплотнение засыпанной формовочной смеси ручной набойкой 4, а верхний слой - башмаком трамбовки 5.
14.Излишек смеси очищают линейкой 6 вровень с кромками опок и накалывают на ней вентиляционные каналы, не доходящие до поверхности модели на 10-15 мм.
15.Прорезают литниковую чашу и извлекают модель стояка и выпора.
16.Готовую верхнюю полуформу 13 снимают (рис. 17.4,к), поворачивают плоскостью разъема вверх и осматривают.
17.Специальным подъемником 14 извлекают модель из нижней полуформы, предварительно слегка расталкивая ее для облегчения процесса извлечения (рис. 17.4,л).
18.Специальным инструментом прорезают каналы питателей литниковой системы, соединяющей стояк и полость литейной формы.
19.Производят контрольный осмотр поверхности формы 15 и плоскости разъема, исправление поврежденных мест специальным инструментом (гладилками, ланцетами и т.п.) и очистку полости формы от остатков смеси (рис. 17.4,м).
20.Производят сборку полуформ по центрирующим штырям и устанавливают груз 16 (рис. 17.4,н).
Полученная в результате выполнения технологических операций отливка с литниковой системой показана (рис. 17.4,о).
Дата добавления: 2015-09-18; просмотров: 1468;