Разработка ТП ЛШ (алгоритм расчета раскроя и КИМ)
Рассмотрим вырубку круглой заготовки из полосы, которая, в свою очередь, получается при резке листа на ножницах.
Расчет номинальной ширины полосы В (рис. 3.3) производится исходя из условия сохранения минимально необходимой боковой перемычки b при различных способах подачи и допусках по ширине полос.
Ширина полосыпри штамповке без бокового прижима рассчитывается по формуле
 ;
;  ,
,
где z - зазор между направляющими и наибольшей возможной шириной полосы; ∆ш - односторонний (минусовой) допуск на ширину полосы.
Рис. 3.4. Параметры полосы:
D – диаметр вырубаемой заготовки;
Ш – шаг штамповки;
а – междетальная перемычка
Перемычки a и b назначаются в зависимости от толщины металла s, размеров и конфигурации вырубаемой заготовки, наличия бокового прижима при вырубке. Допуск на ширину полос ∆ш назначается в зависимости от толщины металла s и ширины полосы В. Гарантийный зазор z при штамповке без бокового прижима также выбирают в зависимости от s и В. Большие значения z принимаются для большей толщины металла.
На рис. 3.5 показан поперечный и продольный способы раскроя листа на полосы (штриховкой показан отход металла). Для выбора оптимального варианта технологии следует рассмотреть несколько способов раскроя разных листов. По ГОСТ 19904-90 «Прокат листовой холоднокатаный. Сортамент» выбирают несколько вариантов размеров листа с разными значениями Вл и Lл.
Для каждого из листов рассчитывают количество заготовок при продольном и поперечном вариантах раскроях, коэффициент раскроя, норму расхода.
Коэффициент раскроя:
 ,
,
где n – количество заготовок, полученных из листа;  - площадь вырубаемой круглой заготовки;
- площадь вырубаемой круглой заготовки;  и
и  - соответственно ширина и длина листа. Коэффициент раскроя оценивает в процентах долю «полезной» части металла, т.е. металла вырубленных заготовок.
- соответственно ширина и длина листа. Коэффициент раскроя оценивает в процентах долю «полезной» части металла, т.е. металла вырубленных заготовок.
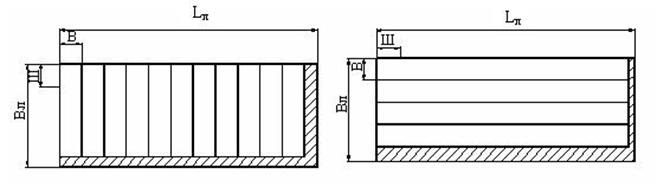
а) б)
Рис. 3.5. Способы раскроя листа на полосы: а - поперечный, б - продольный
Норма расхода:
 ,
,
где  - масса листа, кг;
- масса листа, кг;  =7,85 г/см3 – плотность металла (стали); размеры , и s в эту формулу поставлять в мм. Норма расхода – это масса всего металла, затраченного на получение заготовки. Величина N включает массу заготовки и массу отхода.
=7,85 г/см3 – плотность металла (стали); размеры , и s в эту формулу поставлять в мм. Норма расхода – это масса всего металла, затраченного на получение заготовки. Величина N включает массу заготовки и массу отхода.
Масса заготовки
 ,
,
где - площадь заготовки.
Количество заготовок, полученных из листа
 ,
,
где  - количество полос из листа,
- количество полос из листа,  - количество заготовок из полосы.
- количество заготовок из полосы.
Значения и определяются в зависимости от вида раскроя листа. Например, при продольном раскрое:
 ,
,  .
.
В обоих случаях результаты расчета и округляют до целого числа в меньшую сторону.
Из анализа результатов расчета всех вариантов раскроя САПР выбирает
оптимальный вариант, при котором получена наименьшая норма расхода N и, следовательно, наибольшее значение коэффициента раскроя  .
.
Для оценки эффективности технологии ЛШ рассчитывают также коэффициент использования металла (КИМ):
 ,
,
где  - масса готовой детали;
- масса готовой детали;  - площадь поверхности готовой детали (например, после вытяжки и обрезки припуска или пробивки отверстия; определяется по чертежу детали). Зная
- площадь поверхности готовой детали (например, после вытяжки и обрезки припуска или пробивки отверстия; определяется по чертежу детали). Зная  и можно определить площадь и массу отходов.
и можно определить площадь и массу отходов.
Дата добавления: 2015-08-21; просмотров: 2127;