Контроль сварных соединений.
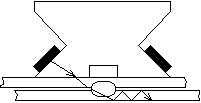
 Ультразвуковой контроль сварных соединений проводят, как правило, эхо-методом с включением наклонного преобразователя по совмещенной схеме. Значительно реже применяют теневой и зеркально-теневой с раздельным и раздельно-совмещенным включением преобразователей соответственно и эхо-зеркальный методы. Угол ввода колебаний выбирают таким, чтобы расстояние от преобразователя до шва было как можно меньшим, а направление луча – возможно близким к нормали по отношению к сечению, в котором площадь ожидаемых дефектов максимальна (рис. 7.5). Контроль ведут прямым и однократно отраженным лучами. Двукратно и многократно отраженным лучом контролируют в случае, когда размеры усиления шва не позволяют прозвучивать его прямым или однократно отраженным лучом при оптимальном угле ввода луча.
Ультразвуковой контроль сварных соединений проводят, как правило, эхо-методом с включением наклонного преобразователя по совмещенной схеме. Значительно реже применяют теневой и зеркально-теневой с раздельным и раздельно-совмещенным включением преобразователей соответственно и эхо-зеркальный методы. Угол ввода колебаний выбирают таким, чтобы расстояние от преобразователя до шва было как можно меньшим, а направление луча – возможно близким к нормали по отношению к сечению, в котором площадь ожидаемых дефектов максимальна (рис. 7.5). Контроль ведут прямым и однократно отраженным лучами. Двукратно и многократно отраженным лучом контролируют в случае, когда размеры усиления шва не позволяют прозвучивать его прямым или однократно отраженным лучом при оптимальном угле ввода луча.
Каждое соединение следует проверить так, чтобы лучи входили в наплавленный металл по четырем направлениям, т.е. шли с двух сторон и от двух поверхностей соединения. Отступление от этого правила допускается в связи с особенностями конструкции соединения.
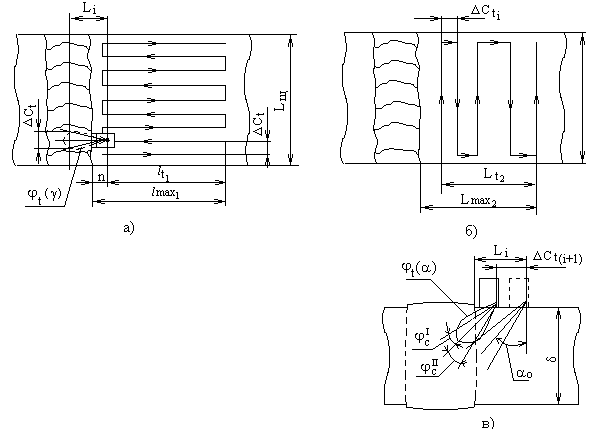
Наплавленный металл прозвучивают поперечно-продольным или продольно-поперечным (рис. 7.6,а и б) сканированием. Последний способ особенно эффективен на этапе поиска дефектов в сварных соединениях большой толщины, так как позволяет увеличить шаг сканирования (за счет расхождения лучей в диаграмме направленности) при контроле более глубоких слоев металла.
Для повышения надежности контроля в процессе сканирования преобразователь непрерывно вращают на угол j от нормали к оси сварного соединения.
 |
Рекомендуемые параметры контроля наиболее распространенных соединений приведены в табл. 7.1.
Таблица 7.1.
| Толщина шва, мм | Частота, МГц | Размер пьезопластины, мм | Угол наклона плексигласовой призмы b° | Уровень фиксации (по эквивалентной площади), мм2 |
| 3 – 10 | 4 – 6 | 50 – 55 | 1 – 2 | |
| 10 – 50 | 2,5 | 12 – 15 | 40 – 50 | 2 – 7 |
| 50 – 200 | 1,5 – 2 | 15 – 20 | 30 – 40 | 7 – 15 |
| 200 – 2000 | 0,1 – 1,5 | 30 – 50 | 0 – 30 | 15 – 80 |
При контроле сварных соединений возникают определенные трудности – ложные отражения от элементов конфигурации швов (валиков усиления, провисаний наплавленного металла в корне шва, катетов, конструктивных непроваров). Для отстройки от ложных отражений необходимо точно измерить координаты объекта, выбрать направление распространения УЗК, дающее максимальное отношение сигнал – помеха. В некоторых случаях вследствие больших ложных сигналов от конструктивного непровара контроль оказывается неэффективным.
При контроле сварных швов толщиной менее 10 мм валик усиления мешает преобразователю приблизиться к шву для обеспечения проверки прямым лучом. С целью устранения перечисленных трудностей применяют углы преобразователей, высокую рабочую частоту, уменьшают размеры преобразователя за счет уменьшения его пьезопластины (см. табл. 7.1).
При контроле сварных швов толщиной 200 мм и более чувствительность дефектоскопа иногда оказывается недостаточной. Применяют преобразователи с малыми углами наклона, пониженными частотами, пьезопластины большего размера (см. табл. 7.1), контроль только прямым лучом.
При контроле сварных соединений из аустенитных сталей, особенно при малом содержании ферритной фазы и толщине более 10 мм, наблюдается высокий уровень структурных помех. Для отстройки применяют наклонные преобразователи, излучающие и принимающие продольные волны, с призмами с углами наклона меньше первого критического (18-24° в плексигласе), раздельно-совмещенные наклонные преобразователи с углом схождения 15° и более, наклонные фокусирующие преобразователи, а также используют двухчастотный способ контроля. Эхо-сигнал считают отражением от дефекта только в том случае, если он возникает при контроле на двух частотах, отличающихся в 1,5 раза (например, 1,8 и 2,7 МГц).
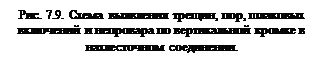
 При контроле сварных соединений с узкой разделкой кромок, в частности, после электронно-лучевой сварки, дефекты располагаются строго вертикально и не дают рассеянного сигнала в сторону излучающего преобразователя. Рекомендуется применять контроль по схеме тандем.
При контроле сварных соединений с узкой разделкой кромок, в частности, после электронно-лучевой сварки, дефекты располагаются строго вертикально и не дают рассеянного сигнала в сторону излучающего преобразователя. Рекомендуется применять контроль по схеме тандем.
Стыковые сварные соединения контролируют эхо-методом преобразователем, включенным по совмещенной схеме.
Чувствительность настраивают по образцам с моделями дефектов (цилиндрический, угловой или сегментный отражатели); по этим же моделям проверяют точность работы глубиномера.
 Соединения большой толщины (более 100 – 200 мм) проверяют по слоям, используя в ряде случаев последовательно несколько преобразователей с различными углами ввода луча. Чувствительность настраивают по стандартным образцам с применением АРД-диаграмм (или без них).
Соединения большой толщины (более 100 – 200 мм) проверяют по слоям, используя в ряде случаев последовательно несколько преобразователей с различными углами ввода луча. Чувствительность настраивают по стандартным образцам с применением АРД-диаграмм (или без них).
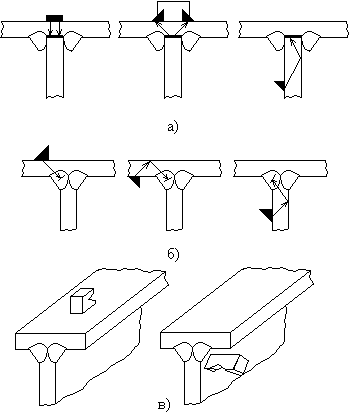
Тавровые соединения с полным проваром корня контролируют по схемам, приведенным на рис. 7.7. Предпочтительной является схема, приведенная на рис. 7.7, б.

 Соединения, в которых допускается непровар определенной ширины b(b < 3 мм) в корне шва, контролируют со стороны полки (рис. 7.8). При этом для определения ширины непровара b сравнивают амплитуды эхо-сигналов от непровара и его моделей, выполненных в образце, или экспериментально снятую зависимость амплитуд эхо-сигналов от ширины непровара.
Соединения, в которых допускается непровар определенной ширины b(b < 3 мм) в корне шва, контролируют со стороны полки (рис. 7.8). При этом для определения ширины непровара b сравнивают амплитуды эхо-сигналов от непровара и его моделей, выполненных в образце, или экспериментально снятую зависимость амплитуд эхо-сигналов от ширины непровара.
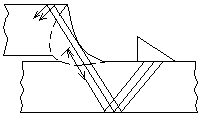 Швы нахлесточных сварных соединений прозвучивают со стороны основного листа однократно отраженным лучом с помощью преобразователя, включенного по совмещенной схеме (рис. 7.9.).
Швы нахлесточных сварных соединений прозвучивают со стороны основного листа однократно отраженным лучом с помощью преобразователя, включенного по совмещенной схеме (рис. 7.9.).

 Швы контактной сварки контролируют эхо-методом. Для более надежного выявления дефектов швы, выполненные сваркой оплавлением, прозвучивают по схеме тандем, поскольку дефекты в них расположены строго вертикально. Практически не отражают УЗК и не выявляются дефекты типа слипания (слабоокисленных непроваров). Эти дефекты удается обнаружить при наличии сопровождающих их других дефектов (например, сильноокисленные непровары). Эхо-метод с одним преобразователем применяют для контроля контактной сварки рельсов.
Швы контактной сварки контролируют эхо-методом. Для более надежного выявления дефектов швы, выполненные сваркой оплавлением, прозвучивают по схеме тандем, поскольку дефекты в них расположены строго вертикально. Практически не отражают УЗК и не выявляются дефекты типа слипания (слабоокисленных непроваров). Эти дефекты удается обнаружить при наличии сопровождающих их других дефектов (например, сильноокисленные непровары). Эхо-метод с одним преобразователем применяют для контроля контактной сварки рельсов.
Сварные точки контролируют зеркально-теневым методом (рис. 7.10). Признаком отсутствия сварки является приход донного сигнала от первого листа к приемному преобразователю. Перемещая преобразователь по поверхности изделия, определяют размеры сварной точки. Недостатком данного способа является невозможность отличить наличия литого ядра (важнейший признак хорошей сварки) от слипания. Этим недостатком не обладают способы контроля в процессе сварки. Один из способов следующий: в верхний лист вводится нормальная волна, которая испытывает отражение от расплавленного ядра в момент его образования. По интервалу времени от момента появления эхо-сигнала, сообщающего о начале формирования ядра, до момента включения сварочного тока можно оценить размеры ядра. Согласно другому способу излучающий и приемный преобразователи встроены в электроды сварочной машины. Контроль ведут теневым методом. В момент сжатия электродами свариваемых листов через зону сварки проходят УЗК. В момент образования расплавленного ядра сигнал уменьшается, а после его застывания вновь возрастает. В этом случае особенно эффективно применение поперечных волн, прохождение которых полностью экранируется расплавленным ядром.
Контроль сварных соединений в абсолютном большинстве случаев осуществляют при сканировании преобразователем вручную (ручной контроль). При ручном контроле вследствие нарушения заданных параметров сканирования могут быть пропущены дефекты с малыми условными размерами. Для повышения вероятности обнаружения малых дефектов применяют приспособления для соблюдения параметров ручного сканирования и устройства механизированного и автоматизированного контроля.

 Автоматический контроль целесообразен для протяженных сварных швов, так как для швов малой протяженности затраты на подготовку, установку и настройку аппаратуры неоправданно велики. Тонкие швы (до 5-6 мм) контролируют одним, а более толстые швы (20-40 мм) – несколькими преобразователями, захватывающими всю толщину шва, так что поперечное сканирование не требуется. Более толстые швы автоматически контролируют с продольно-поперечным сканированием.
Автоматический контроль целесообразен для протяженных сварных швов, так как для швов малой протяженности затраты на подготовку, установку и настройку аппаратуры неоправданно велики. Тонкие швы (до 5-6 мм) контролируют одним, а более толстые швы (20-40 мм) – несколькими преобразователями, захватывающими всю толщину шва, так что поперечное сканирование не требуется. Более толстые швы автоматически контролируют с продольно-поперечным сканированием.
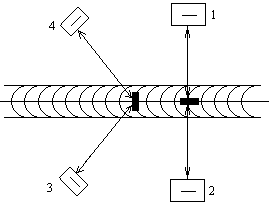
В установках автоматического контроля спирально- и продольно-сварных труб обычно применяют схему контроля, показанную на рис. 7.11. Преобразователи 1 и 2 предназначены для обнаружения эхо-методом и зеркально-теневым методом продольных дефектов, а 3 и 4 – поперечных. Благодаря небольшой толщине швов можно прозвучивать все сечение шва без поперечного перемещения преобразователей. Продольное сканирование осуществляют перемещением трубы. При этом выявляют дефекты с эквивалентной площадью 2 – 8 мм2.
Промышленных установок для контроля швов в процессе сварки пока не разработано за исключением случая контактной точечной сварки.
Дата добавления: 2015-08-14; просмотров: 2486;