Контроль проката и проволоки.
Листы и плиты толщиной 6 – 60 мм контролируют теневым, эхо, эхо-сквозным и зеркально-теневым методами на частотах 2 – 3 МГц. При контроле эхо-методом чувствительность фиксации устанавливают по плоскодонным отверстиям площадью 7; 19,6; 50,2 мм2. Для других методов чувствительность фиксации устанавливается по ослаблению донного или сквозного сигнала.
Листы толщиной более 60 мм контролируют эхо- (совместно с зеркально-теневым) или эхо-сквозным методом. Преимуществом последнего метода является независимость показаний прибора от перемещения листа между преобразователями при иммерсионном контроле.
Листы толщиной 3 мм и менее эффективно контролировать эхо- или теневым методом с использованием волн Лэмба. Одним или двумя преобразователями можно проконтролировать полосу шириной 0,3 – 0,5 м при скорости ее движения 0,5 м/с.
Контроль листов и заготовок при 900 – 1000 °С позволяет своевременно выявить часть металла, подлежащую обрезке. Для возбуждения и приема УЗК применяют ЭМА-способ или помещают пьезопреобразователи в канал, расточенный в валках прокатного стана. Акустический контакт при этом достигается путем сильного прижатия валка к поверхности листа или заготовки.
Прутки и заготовки круглого и прямоугольного сечений контролируют эхо-методом прямыми (иногда также наклонными) преобразователями. Чувствительность фиксации настраивают по плоскодонному отражателю площадью 7 мм2 или боковому отражателю диаметром 2,5 мм, просверленному вдоль оси проката. Отверстия располагают на расстоянии ¾ диаметра или толщины проката от поверхности ввода. Прокат делят на четыре группы качества в зависимости от условной протяженности дефектов.
В случае если требуется контролировать только центральную часть прутка, используют три преобразователя, расположенных вокруг прутка с углом между осями 60°. Пруток перемещают поступательно, сканирования по всей поверхности не производят.
Бесшовные металлические трубы проверяют эхо-методом с помощью иммерсионных установок с локальными ваннами, однако, допускается и ручной контроль контактным способом.

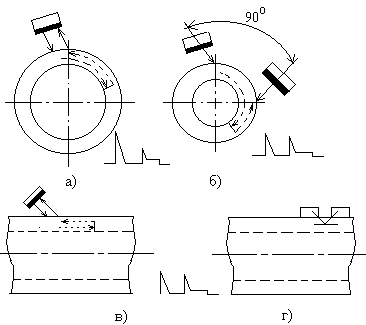 Некоторые рекомендуемые схемы контроля показаны на рис 7.2. Тонкостенные трубы наиболее ответственного назначения контролируют по схемам а – в в двух направлениях навстречу друг другу с целью надежного выявления разноориентированных дефектов. Для других труб объем контроля сокращается. Контроль расслоений (рис. 7.2,г) обычно выполняют только для труб с толщиной стенки более 10 мм. Глубина выявляемых искусственных дефектов типа рисок составляет 3 – 15% от толщины стенки, а диаметр плоскодонных отверстий – 1,1- 6,2 мм в зависимости от назначения трубы.
Некоторые рекомендуемые схемы контроля показаны на рис 7.2. Тонкостенные трубы наиболее ответственного назначения контролируют по схемам а – в в двух направлениях навстречу друг другу с целью надежного выявления разноориентированных дефектов. Для других труб объем контроля сокращается. Контроль расслоений (рис. 7.2,г) обычно выполняют только для труб с толщиной стенки более 10 мм. Глубина выявляемых искусственных дефектов типа рисок составляет 3 – 15% от толщины стенки, а диаметр плоскодонных отверстий – 1,1- 6,2 мм в зависимости от назначения трубы.
Для проверки всего металла трубы необходимо обеспечить взаимное перемещение преобразователя и трубы по винтовой линии. Более производителен способ, при котором преобразователи вращаются вокруг поступательно движущейся трубы. Установка, в которой труба совершает одновременно вращательное и поступательное движение, менее производительная, но позволяет проверять трубы в более широком диапазоне диаметров.
Для контроля проволоки применяют волны стержневого типа. Проволока, перематываясь между двумя катушками, проходит через локальную иммерсионную ванну, в которой проверяется теневым или эхо-методом с производительностью 0,5-1 м/с.
Прокатом сложного профиля являются рельсы. Их контролируют теневым, зеркально-теневым и эхо-методами.
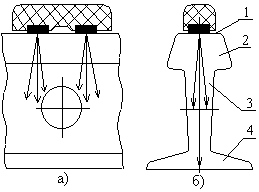 При контроле рельсов, уложенных в пути, ультразвук вводится со стороны поверхности катания головки рельса (рис. 7.3,б), а при производстве – также с других поверхностей.
При контроле рельсов, уложенных в пути, ультразвук вводится со стороны поверхности катания головки рельса (рис. 7.3,б), а при производстве – также с других поверхностей.
 Наиболее распространенные дефекты в шейке рельса и вблизи мест ее перехода в головку и подошву – вертикальные и горизонтальные трещины и расслоения. Их выявляют зеркально-теневым методами с помощью прямого преобразователя по первому и второму донным импульсам или по их отношению.
Наиболее распространенные дефекты в шейке рельса и вблизи мест ее перехода в головку и подошву – вертикальные и горизонтальные трещины и расслоения. Их выявляют зеркально-теневым методами с помощью прямого преобразователя по первому и второму донным импульсам или по их отношению.
 При контроле болтовых стыков возникают ложные срабатывания индикаторов при прохождении преобразователя над болтовым отверстием. Их можно исключить с помощью ультразвукового калибра – преобразователя с двумя чувствительными элементами (рис. 7.3,а), расстояние между которыми несколько превышает диаметр болтового отверстия.
При контроле болтовых стыков возникают ложные срабатывания индикаторов при прохождении преобразователя над болтовым отверстием. Их можно исключить с помощью ультразвукового калибра – преобразователя с двумя чувствительными элементами (рис. 7.3,а), расстояние между которыми несколько превышает диаметр болтового отверстия.
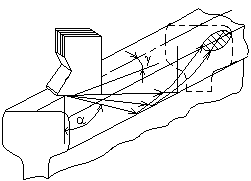
 Контроль основного металла головки по всей длине рельса осуществляется наклонным преобразователем с углом ввода луча a » 60°. Для выявления поперечных трещин, обычно расположенных в боковой части головки, преобразователь поворачивают относительно оси рельса на угол g = 30 ¸ 37°. При этом дефекты обнаруживают лучом, отраженным от нижней поверхности головки рельса (рис. 7.4). Дефекты головки рельса выявляют также с помощью низкочастотных (около 100 кГц) волн, подобных стержневым. Они заполняют все сечение головки рельса, которая является как бы волновой. Из одного положения преобразователя проверяется участок рельса длиной до 15-30 м.
Контроль основного металла головки по всей длине рельса осуществляется наклонным преобразователем с углом ввода луча a » 60°. Для выявления поперечных трещин, обычно расположенных в боковой части головки, преобразователь поворачивают относительно оси рельса на угол g = 30 ¸ 37°. При этом дефекты обнаруживают лучом, отраженным от нижней поверхности головки рельса (рис. 7.4). Дефекты головки рельса выявляют также с помощью низкочастотных (около 100 кГц) волн, подобных стержневым. Они заполняют все сечение головки рельса, которая является как бы волновой. Из одного положения преобразователя проверяется участок рельса длиной до 15-30 м.
Полный контроль рельсов зеркально-теневым и эхо-методами, а также выявление трещин вблизи болтовых отверстий проводят специализированными приборами. Указанная схема контроля реализуется также в вагонах-дефектоскопах, производительность которых достигает 10 м/с.
Дата добавления: 2015-08-14; просмотров: 1204;