ОСОБЕННОСТИ СБОРКИ РОТАЦИОННЫХ НАСОСОВ
Сборка насосов осуществляется на стендах 8731 (рисунок 8.3) и ОР-9023. Частичная сборка насосов производится на стенде 8731 в последовательности, обратной разборке; при этом необходимо обратить внимание на совпадение меток, нанесенных эмалью на корпусе и одной из крышек насоса. При сборке на стенде 8731 насос не штифтуют, а болты крепления боковых крышек не доворачивают на 2—3 оборота.
При сборке внутренние поверхности корпуса, ротора, лопатки и полтинники должны быть смазаны маслом, используемым для смазки вакуумного насоса при работе (масло моторное М-10В2 ГОСТ 8581-78).
При сборке насосов используются только исправные сальники и уплотнительные прокладки. Запрещается устанавливать прокладки, бывшие в эксплуатации, а также нестандартные крепежные детали.
Лопатки подвергают термообработке в моторном масле М-10В2. Пластины устанавливают в ванну вертикально, заливают маслом и нагревают в течение 1,5 ч до температуры 120 °С. При этой температуре лопатки выдерживают в течение 2-3 ч и затем охлаждают вместе с маслом до температуры 30-50 °С.
Лопатки, подвергнутые термообработке на заводе-изготовителе, на ремонтном предприятии повторно не термообрабатываются.
Места прилегания крышек к корпусу обезжириваются и покрываются бакелитовым лаком ЛСБ-1 ГОСТ 901-78.
Одной из заключительных операций при сборке является установление радиального зазора между ротором и корпусом в пределах 0,04-0,11 мм, который измеряют через нагнетательное отверстие корпуса. При этом насос устанавливают на стенд ОР-9023. На корпус насоса устанавливают индикаторное приспособление. С помощью специальных винтов, крышки, совместно с ротором, поднимают относительно корпуса на величину зазора 0,04-0,11 мм, контролируемого индикатором.
Для этого в корпус установить приспособление (3) (рисунок 10.1), надеть крышки (2), затянуть гайки (4) и просверлить по два отверстии диаметром 7,8 мм в каждой крышке и корпусе под установочные штифты с последующей их разверткой до диаметра  мм. Высота регулируемых упоров (5) приспособления устанавливается предварительно с учетом диаметров ротора и корпуса насоса после ремонта.
мм. Высота регулируемых упоров (5) приспособления устанавливается предварительно с учетом диаметров ротора и корпуса насоса после ремонта.
После удаления приспособления в отверстия корпуса запрессовывают установочные штифты.
После установления необходимого радиального зазора, вакуумный насос вновь устанавливают на стенде 8731 и комплектуют всеми деталями, предусмотренными комплектовочной картой.
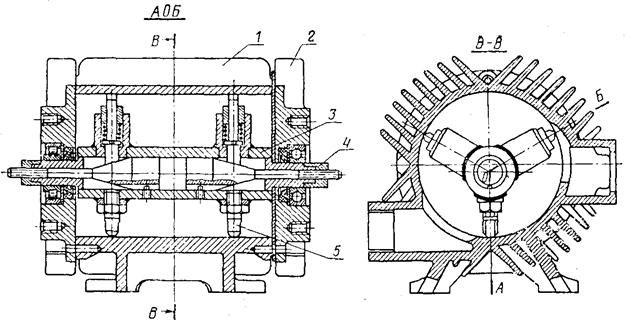
1— корпус насоса; 2 — крышка корпуса; 3 — приспособление; 4 — гайка; 5 — регулируемые упоры.
Рисунок 10.1.- Установка крышек относительно корпуса насоса РВН-40/350 с помощью приспособления.
Дата добавления: 2015-07-10; просмотров: 1489;