РАЗБОРКА РОТАЦИОННЫХ ВАКУУМНЫХ НАСОСОВ
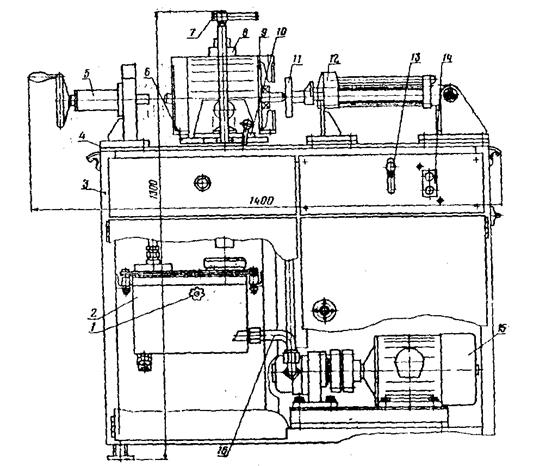
Производительность вакуумных насосов снижается в результате износа внутренней поверхности корпуса 16 (рисунок 8.1.), ротора 15, крышек 10, лопаток 14, подшипников 12 и других деталей.
Наиболее ответственные детали насоса (корпус, ротор, лопатки, крышки, штифты) изготовлены с высокой точностью, поэтому при разборке необходимо проявлять максимум внимания и осторожности. Производить разборку и сборку соединяемых деталей с использованием ударного инструмента не допускается.
1 - болт; 2, 3, 13 - шайбы; 4 - шкив; 5 - штифт; 6 - шпонка; 7, 19 - винты; 8, 10 - крышки; 9 - прокладка; 11 - манжета; 12 - шарикоподшипник; 14 - лопатка; 15 - ротор; 16 -корпус; 17 — втулка; 18 – колпачок
Рисунок 8.1.- Детали ротационного вакуумного насоса.
Разборка вакуумных насосов производится на стенде 8731, разработанном во ВНИИТИМЖ (рисунок 8.3.). Стенд представляет собой сварную конструкцию 3, выполненную из равнобокого уголка и обшитую жестью. Сверху болтами крепится плита 4, на которой смонтированы упор 5, поворотный стол 6 и гидроцилиндр 12 марки Ц-75, используемый для выпрессовки вала ротора вакуумных насосов РВН-40/350, ВЦ-40/130 и вала вместе с подшипниками насоса УВБ 02.000, а также для снятия подшипников с вала. Остальное оборудование (приводная станция 15, масляный бак 2, разводка трубопроводов 16, магнитный пускатель, автоматический выключатель и кнопочный пост управления 14 размещены на боковой и передней стенках.
Упор 5 служит для выпрессовки подшипников из крышек насосов РВН-40/350 и ВЦ-40/130. Приводится он вручную с помощью маховичка.
Па представленном стенде (см. рисунок 7.2.), можно, кроме измерения производительности вакуумных насосов, проверять точность показаний вакуумметров доильных установок. Для этого их ввертывают в переходный штуцер крестовины 7 и сравнивают показания используемого вакуумметра 6 с показаниями вакуумметра индикатора КИ-4840М. При разнице показаний более 0,1 кгс/см2, испытываемый вакуумметр можно устанавливать для измерения вакуума в доильных установках с соответствующей корректировкой.
При измерении производительности, в корпус насоса 13 заливают 100-150г моторного масла и закрывают вентиль 5. Вращением барабана индикатора против часовой стрелки устанавливают максимальный кольцевой зазор между шпинделем и корпусом. Через этот зазор и отверстия в барабане происходит подсос воздуха в корпус вакуумного насоса, чем обеспечивается его разгрузка при пуске.
После прогрева насоса до рабочей температуры производят загрузку насоса путем вращения барабана по часовой стрелке, при этом уменьшаются кольцевой зазор и подсос воздуха, а вакуумметр фиксирует определенное значение вакуума. Для установления остаточного давления в корпусе вакуумного насоса, равного 48 кПа, и, соответственно, рабочею вакуумметрического давления 53 кПа, при нормальном атмосферном давлении (760 мм рт. ст.) вращают барабан по часовой стрелке до расположения стрелки вакуумметра на отметке 0,54 кгс/см2.
Производительность вакуумного насоса Q, м3 /ч, определяют по формуле:
 , (8.1)
, (8.1)
где Пи - постоянная индикатора (Пи = 20); А - показания на шкале корпуса, единицы; С - показания на шкале барабана, десятые и сотые доли единицы.
Если атмосферное давление меньше нормального, то для установления остаточного давления в корпусе насоса 48 кПа рабочее вакуумметрическое давление и, соответственно, показания вакуумметра уменьшаются на разницу между нормальным и атмосферным давлением во время замеров. Если атмосферное давление больше нормального, то, наоборот, показания вакуумметра увеличиваются на величину давления, превышающего нормальное атмосферное.
Для упрощения работы по определению рабочего вакуумметрического давления в процессе измерения производительности вакуумных насосов наиболее применимые значения, в зависимости от барометрического атмосферного давления во время замера, представлены в табл. 8.1.
Таблица 8.1- Значения рабочего вакуумметрического давления в зависимости от барометрического атмосферного давления во время замера
| Барометрическое атмосферное давление | Рабочее вакуумметрическое давление, р (-1) | ||
| кПа | мм рт. ст. | кПа | кгс/см2 |
| 96,0 | 48,0 | 0,49 | |
| 97,0 | 49,0 | 0,50 | |
| 98,0 | 50,0 | 0,51 | |
| 99,0 | 51,0 | 0,52 | |
| 100,0 | 52,0 | 0,53 | |
| 101,0 | 53,0 | 0,54 | |
| 102,0 | 54,0 | 0,55 | |
| 102,9 | 55,0 | 0,56 | |
| 103,8 | 56,0 | 0,57 | |
| 104,9 | 57,0 | 0,58 | |
| 105,8 | 57,9 | 0,59 | |
| 106,8 | 58,8 | 0,60 |
Атмосферное давление во время замеров определяется стандартными барометрами.
Вакуумные насосы направляются при снижении их производительности на 20% (табл. 8.2)
Таблица 8.2.-Допустимое снижение производительности ротационных вакуумных насосов (установок)
| Марка насоса (установки) | Производительность м3/ч, не менее |
| 1.УBA1 1.000 | 36,0 |
| 2. УВБ 02.000 | 48,0 |
| 3. РВН-40/350 | 32,0 |
| 4. ВЦ-40/130 | 24,0 |
| 5. УВУ-60/45 | 36,0 (48,0) |
При износе деталей (ротора, корпуса, лопаток) насосов ротационного типа (РВН-40/350) снижается качество их работы из-за увеличения зазоров: осевого – между ротором и крышками, радиального – между лопатками ротора и корпусом и зазора между лопатками и пазами ротора. Основным технологическим (качественным) критериям предельного состояния насосов является снижение производительности (рисунок 8.2)
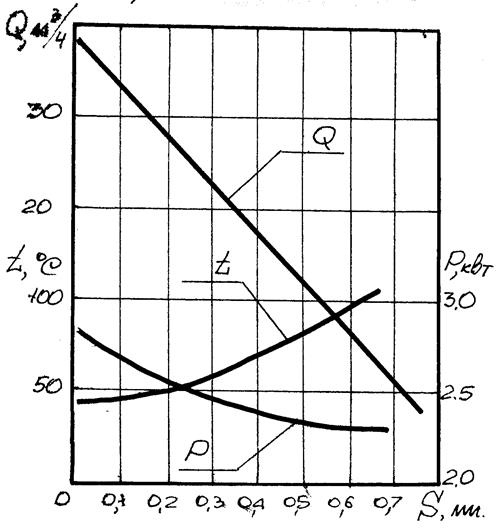 |
Рисунок 8.2. Влияние осевого зазора (S, мм) на производительность (Q, м3/ч) потребляемой мощности (P, кВт) и температуры (t, °С) корпуса вакуумного насоса.
Кроме того, в процессе работы появляются следующие неисправности: износ сальников, подшипников, посадочных мест, под сальники и подшипники, отложение продуктов коррозии на внутренних поверхностях.
Привод гидронасоса включает электродвигатель, полумуфты и шестеренный насос.
 |
1 - маслоуказатель; 2 - масляный бак; 3 - основной сгол; 4 - плита; 5 - упор; 6 - поворотный стол; 7 - винт; 8 и 11 -оправки; 9 - шайба; 10 - компенсатор; 12 - гидроцилиндр; 13 - рукоятка; 14 - кнопочный пост управления; 15- привод гидронасоса; 16 - разводка трубопроводов.
Рисунок 8.3.- Стенд 8731 для разборки и сборки ротационных вакуумных насосов.
Все агрегаты и. детали привода смонтированы на основании в нижней части стола.
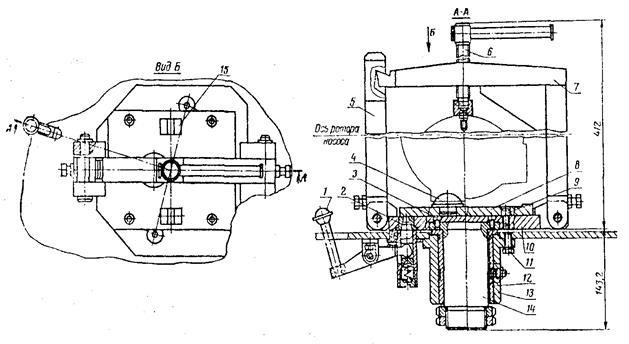
На поворотном столе (рис крепятся вакуумные насосы. Насос УВБ 02.000 устанавливается на площадку 8 с опорами 4 и 15, а насосы РВН-40/350 и ВЦ-40/130 - на стол 10.
Стол закреплен на валу 14, который может вращаться во втулке 12, запрессованной fl корпус 13, соединенный с плитой основного стола болтами 11. Через каждые 90° стол фиксируется посредством рукоятки 1, что обеспечивает удобство разборки насосов.
Масляный бак заправляется дизельным моторным маслом M-lOB2. При нажатии на кнопку «Пуск» включается насос и гидросистема стенда заполняется маслом.
Перед разборкой насосов эмалью на корпус и на одну из крышек наносят метки для совмещения поверхностей при сборке.
 |
Вакуумный насос УВБ 02.000 для разборки крепится на поворотном столе зажимным винтом. Затем включается электродвигатель, рукоятка распределителя переводится в положение «Выталкивание».
1- рукоятка; 2 - фиксатор; 3 - винт; 4 и 15 — опоры; 5 -стойка; 6 - зажимной винт; 7 - кронштейн; 8 - площадка; 9 - штифт; 10 - стол; 11 - болт; 12 - втулка; 13 - корпус; 14 – вал.
Рисунок 8.4.- Поворотный стол.
Штоком цилиндра выпрессовывается вал ротора вместе с подшипниками. Для этого одну крышку предварительно освобождают вывинчиванием шести болтов, и при выпрессовке вала он сходит с установочных штифтов. Затем стол поворачивают на 180° и выпрессовывают из крышки вал вместе с подшипниками, Под воздействием торцевой' поверхности ротора вторая крышка, освобожденная от корпуса, также сходит с установочных штифтов. После этого с вала ротора спрессовывают подшипники с помощью шайбы, которую надевают на шейку вала между подшипниками и боковой поверхностью ротора поочередно с каждой стороны. При выпрессовке она упирается в боковую поверхность корпуса насоса, закрепленного на поворотном столе.
При работе стенда периодически по манометру проверяют давление масла в гидросистеме. Оно должно составлять примерно 10 МПа (100 кгс/см2). Наибольшее давление при перепуске масла через предохранительный клапан распределителя должно быть не более 13,5 МПа (135 кгс/см2).
Дата добавления: 2015-07-10; просмотров: 2597;