РЕМОНТ ДЕТАЛЕЙ РОТАЦИОННЫХ ВАКУУМНЫХ НАСОСОВ
(на примере насоса УВБ 02.000)
Корпус насоса. Корпус выбраковывают при изломах и трещинах, проходящих через зеркало цилиндра, при износе отверстия до диаметра более149,23 мм, (рисунок 9.1) при наличии трещин, проходящих через плоскость соприкосновения крышек с корпусом.
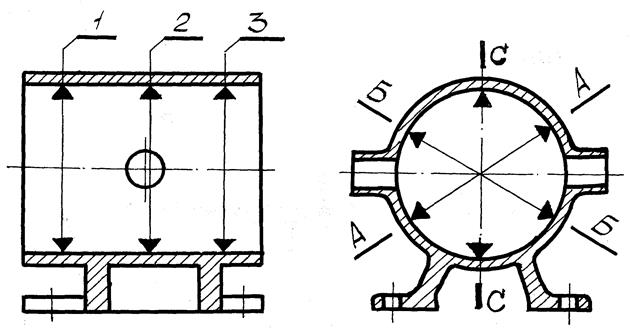
А-А, Б-Б, С-С –плоскости; 1,2,3 – сечения контроля.
Рисунок 9.1.- Схема контроля внутреннего диаметра насосов.
При износе цилиндрической поверхности корпуса вакуумного насоса более чем на 0,25 мм по диаметру и наличии задиров или неравномерного износа его растачивают с последующим хонингованном.
При отсутствии на рабочей поверхности корпуса рисок и задиров ремонтопригодные корпуса хонингуют на станках ЗГ833 в приспособлении 70-7442-3542 в два приема (табл.9.1):
- получистовое хонингование;
- чистовое размерное хонингование.
Таблица 9.1-Режимы хонингования внутренней поверхности корпуса насоса
| Вид хо-нингова- ния | Характеристика брусков | Окружная скорость, м/с | Скорость возвратно -поступательного движения брусков, м/с | Удельное давление брусков, МПа | При- пуск, мм |
| Получи- стовое | АРСЗ 80/63- АРСЗ 100/80 М29 100 % | 50-70 | 0,25 0,30 | 0,8-1,2 | 0,05- 0,08 |
| Чистовое | АСМ 20/14- АСМ 28/20 Ml 100 % | 30-40 | 0,13-0,20 | 0,4-0,6 | 0,005- 0,01 |
Шероховатость внутренней поверхности корпуса, получаемая при указанном виде обработки, достигает Ra= 0,20 мкм. Овальность и конусообразность отверстия после хонингования допускается не более 0,07 мм.
Алмазное хонингование может проводиться и при наличии на рабочей поверхности корпуса неравномерного износа, рисок и задиров. В этом случае операция растачивания заменяется обдирочным хонингованием крупнозернистыми брусками с алмазами зернистостью 410/315-630/500 при относительной концентрации алмазов 50 %, со съемом больших припусков порядка 0,25-0,4 мм. Однако в этом случае увеличивается длительность обработки и повышается стоимость восстановления насоса.
При царапинах, забоинах и непараллельности торцевых поверхностей корпуса их обрабатывают на плоскошлифовальном станке до ремонтного размера длины корпуса (см. табл.9.2}. Неперпендикулярность торцевых поверхностей корпуса относительно цилиндрического отверстия должна быть не более 0,04 мм
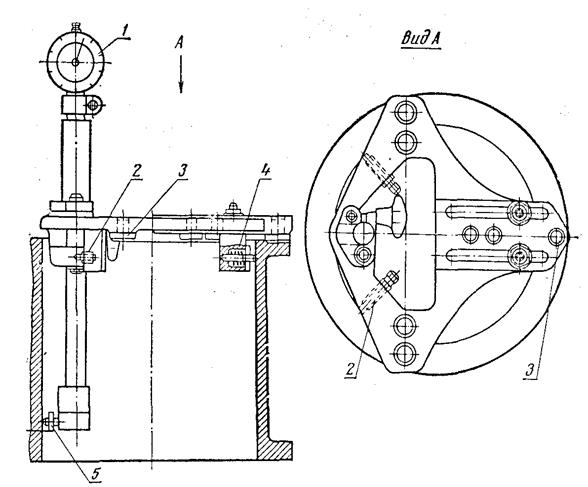 |
1 — индикаторная головка; 2 - копирующие упоры; 3- опорные пяты; 4 — пружинный упор; 5 - подвижная пята индикатора.
Рисунок 9.2.- Проверка перпендикулярности оси отверстия корпуса вакуумного насоса относительно приспособления.
Изношенную или Сорванную резьбу под болта крепления крышек восстанавливают рассверливанием отверстий- и нарезанием ремонтной резьбы соответственно М 1 2 и М 1 0, а также другими способами.
Крышки корпуса. Крышки выбраковывают при обломе более одной лапы, а также при наличии изломов и трещин, проходящих через плоскость соприкосновения крышки с корпусом или выходящих на посадочные поверхности отверстий, при уменьшении толщины крышки более 42,1 мм.
При местном износе торцевой поверхности в местах соприкосновения с вращающимися ротором и лопатками более чем на 0,2 мм поверхность шлифуют на плоскошлифовальном станке до ближайшего ремонтного размера (табл.9.2) Шероховатость обработанной поверхности Rа = 0,63-0,32, неплоскостность не более 0,05 мм, неперпендикулярность поверхности относительно отверстия под подшипник не должна превышать 0,05 мм.
Трещины, не выходящие на посадочные отверстия, завариваются электродуговой сваркой. Изношенную или сорванную резьбу под крышку подшипника рассверливают и нарезают резьбу ремонтного размера.
При обломе лапы ее приваривают к крышке электродуговой сваркой, предварительно тщательно подог пав отломанные части.
Износ поверхности под шарикоподшипник рекомендуется устранять же-лезнением с последующим шлифованием, а также с помощью полимерных материалов.
При отсутствии оборудования и условий для восстановления изношенных поверхностей под шарикоподшипник названными способами отверстие растачивают до диаметра  мм на длине
мм на длине  мм, изготавливают из стали 40 кольцо с наружным диаметром
мм, изготавливают из стали 40 кольцо с наружным диаметром  мм и внутренним 71 мм и запрессовывают в отверстие. После запрессовки кольца в крышку отверстие растачивают до диаметра
мм и внутренним 71 мм и запрессовывают в отверстие. После запрессовки кольца в крышку отверстие растачивают до диаметра  мм и в кольце сверлят отверстие для поступления смазки к подшипнику.
мм и в кольце сверлят отверстие для поступления смазки к подшипнику.
Неперпендикулярность оси отверстия относительно торцевой поверхности не более 0,05 мм.
После ремонта крышки проверяют и, при необходимости, очищают масляный канал, по которому подается смазка к подшипнику.
Ротор. Ротор выбраковывают при наличии трещин и изломов, износе торцевых поверхностей более чем на 3 и пазов на 6,25 мм.
При ремонте проверяют и, при необходимости, восстанавливают центровые отверстия вала. Поврежденную фаску центрового отверстия протачивают на токарном станке, устанавливая один конец вала в патрон, другой в люнет; при этом центровые отверстия должны быть чистыми, гладкими, без забоин и заусенцев.
Биение шеек вала при установке не должно превышать 0,015 мм.
Прогиб вала ротора проверяют в центрах станка. Допускается прогиб вала не более 0,02 мм. Правят вал под прессом, устанавливая его на призмах, с помощью приспособления OI1P-278A. Контроль осуществляют индикатором часового типа ИЧ-10 ГОСТ 577-68. Радиальное биение цилиндрической поверхности относительно оси ротора допускается не более 0,1 мм.
При износе посадочной поверхности вала под шкив до размера менее 27,95 мм и посадочной поверхности под подшипники до размера менее 29,95 мм их восстанавливают наплавкой или железнением с последующим точением и шлифованием до размеров по рабочему чертежу (табл. 9.2).
Изношенные на величину до 0,1 мм или поврежденные торцевые поверхности шлифуют до ближайшего ремонтного размера (табл. 9.2). На участке комплектации подбирают ротор, восстановленный под аналогичный ремонтный размер длины корпуса. Торцевое биение поверхности относительно оси ротора после шлифования не более 0,04 мм.
При наличии рисок и задиров на цилиндрической поверхности ротора он шлифуется до устранения следов износа.
Изношенные или поврежденные шпоночные канавки завариваю! электродуговой сваркой, после чего с помощью электрошлифовальной машины ИЭ-2007 удаляют наплывы металла и с противоположной стороны фрезерует шпоночный паз соответствующего размера (табл. 9.2).
Восстановленный ротор подлежит статической балансировке. Допускаемый дисбаланс - не более 6 г×см.
Лопатки, Торцы лопаток фрезеруют на горизонтально-фрезерном станке, при этом лопатки одного насоса обрабатывают в комплекте. Текстолитовые лопатки, изношенные по длине до 214,80 мм и менее, фрезеруют под ремонтный размер (см. табл. 9.2) аналогичный ремонтному размеру длины ротора. Торцевые рабочие поверхности лопаток должны быть взаимно перпендикулярны. Допускается отклонение не более 0,03 мм. Лопатки выбраковывают при длине менее 212 мм и толщине менее 5,5 мм.
Метод восстановления деталей с использованием ремонтных размеров (способ ремонтных размеров) применяется при обезличенном ремонте вакуумных насосов. С целью достижения требуемого торцевого зазора между ротором (лопатками) и крышкой (0,05-0,11 мм) устанавливается шесть категорий ремонтных размеров но длине корпуса, ротора и лопаток с межремонтным интервалом 0,5 мм (табл. 9.2).
При комплектном (необезличенном) способе восстановления деталей в пределах размеров по чертежу и допустимых размеров должна быть обеспечена разность между длиной корпуса и длиной ротора и лопаток 0,10-0,22 мм. На участок комплектации корпус направляют вместе с ротором и лопатками, обработанными иод один размер. Этот способ является более предпочтительным, так как детали обрабатываются до устранения следов износа с обеспечением их взаимного расположения со значительно меньшим съемом металла и, соответственно, уменьшением длины насоса.
Таблица 9.2.-Основные размеры деталей вакуумного насоса УВБ 02.000
| Помер позиции на рисунке 9.2 | Наименование деталей и вид изношенной поверхности | Размер по рабочему чертежу, мм | Допустимый без ремонта, мм | Ремонтный размер, мм | ||||
| Крышка корпуса: -посадочное отвер- стие под шарико- подшипник; -толщина крышки |


|
 -
-
|
более 72,08

| |||||
| Лопатки: -толщина; -ширина; -длина |



| 5,5 50,4 214,80 |
-
-
| |||||
| Ротор: -посадочная поверхность под шкив; -посадочная поверх- ность под подшипник.; -износ шпоночной канавки; -ширина паза; -торцевая поверх- ность (длина цилин- дрической части) |





| 27,95 29,95 8,1 6,25 214,80 |
менее 27,95
менее 29,95
-
-
| |||||
| Корпус насоса: -внутренняя ци- линдрическая по- верхность; -длина корпуса |


| 146,15 |
до 
| |||||
При ремонте водокольцевых вакуумных насосов изношенные подшипники заменяют на новые. Посадочные места вала под сальники и подшипники восстанавливают наплавкой и последующей шлифовкой под номинальный размер. Для удаления накипи и продуктов коррозии применяют механический или химический способы очистки.
Торцевой зазор а1 (рисунок 6.2) оказывает существенное влияние на подачу насосов. При его увеличении до 0,5…0,8 мм возрастает подтекание воздуха из нагнетательной полости во всасывающую, в результате чего подача уменьшается.
Зазор а1 не должен превышать 0,3…0,4 мм. При сборке насоса его регулируют прокладками (5), устанавливаемыми между корпусом (6) и боковиной (4). Важно, чтобы он был одинаковым по обе стороны колеса (3). Положение последнего фиксируют с помощью латунных или стальных прокладок (8), размещаемых под торцевую поверхность подшипника со стороны свободного конца вала. При заворачивании гайки (9) фиксируется внутренняя обойма подшипника, а наружная зажимается между регулировочными прокладками и крышкой (10)подшипника. Гайку (9) затягивают с таким условием, чтобы после монтажа между крышкой (10) и корпусом оставляя зазор а1, свидетельствующий о том, что подшипник закреплен в корпусе.
Букса (1) сальника (2) поджимается так, чтобы он пропускал воду в виде тонкой струи или отдельных капель. При его недостаточном уплотнении в насос подсасывается воздух, снижая подачу, а при чрезмерном – изнашивается сальник и шейка вала.
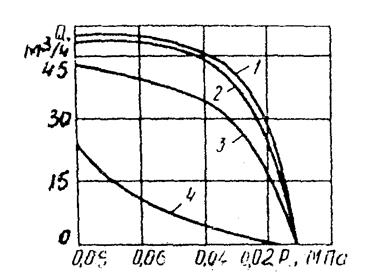 |
1- а = 0,1 мм; 2 - а = 0,2 мм; 3 - а = 0,5 мм; 4 - а =1,5 мм
Рисунок 9.3.- Зависимость подачи водокольцевого насоса от величины торцевого зазора.
Дата добавления: 2015-07-10; просмотров: 3515;