Силовые головки
Силовая головка — это узел агрегатного станка, который несет инструментальную насадку и выполняет все движения инструмента: главное вращательное движение, движение подачи, ускоренный подвод и ускоренный отвод.
Силовые головки, шпиндель которых совершает одновременно главное движение и движение подачи, называются самодействующими.
Если шпиндель совершает только главное движение, а движение подачи осуществляется другими механизмами, то силовые головки называются несамодействующими. Применение несамодействующих головок увеличивает площадь, занимаемую станком, но упрощает обслуживание и ремонт.
По роду привода силовые головки подразделяются на
· электромеханические,
· гидравлические
· пневмогидравлические.
По номинальной мощности на шпинделе силовые головки делятся на малогабаритные (мощностью 0,08...0,5 кВт), малые (0,15...2,8 кВт) и нормальные (1,6...30 кВт).
Силовые головки выпускают с выдвижной пинолью и с перемещаемым корпусом.
По точности выполнения силовые головки бывают нормальной и повышенной точности.
Силовая головка с электромеханическим приводом.На рис. 5.3 показана кинематическая схема силовой головки, предназначенной для сверления, нарезания резьбы метчиком, торцового фрезерования.
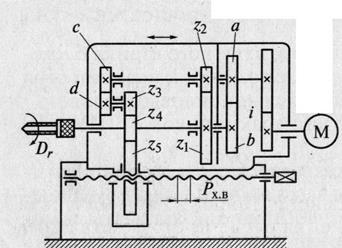
Рис. 5.3. Кинематическая схема силовой головки с электромеханическим приводом
а, Ь — сменные колеса для настройки главного вращательного движения; с,с1 — колеса для настройки движения подачи
Движение подачи осуществляется перемещением корпуса головки. Данная силовая головка может быть выполнена в двух вариантах:
· при передаче движения от двигателя М с помощью зубчатой пары (как показано на рисунке) - в этом случае головка может работать как в горизонтальном, так и в вертикальном положении;
· при реализации передаточного отношения / ременной передачей — тогда головку можно эксплуатировать только в горизонтальном или наклонном положении.
Головка имеет две однопарные гитары со сменными колесами а и б для настройки главного вращательного движения, а также с колесами с и d— для настройки движения подачи.
Обычно такие головки имеют предохранительные муфты, которые в случае возникновения перегрузок при обработке отключают двигатель.
Пневмогидравлическая силовая головка.Для одношпиндельной и многошпиндельной обработки отверстий сверлами, зенкерами и развертками применяется пневмогидравлическая головка (рис. 5.5).
Автоматический цикл: ускоренный ход пиноли влево — рабочий ход — обратный ход пиноли в исходное положение.
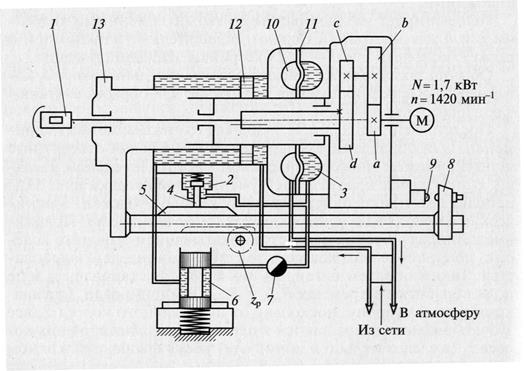
Рис. 5.5. Схема пневмогидравлической силовой головки:
1 – шпиндель; 2 – полость клапана; 3 – камера гидросети; 4 – клапан; 5 – шпонка; 6 – редукционный клапан; 7 – дроссель; 8 – упор; 9 – кнопка; 10 – камера пневмосети; 11 – диафрагма; 12 – поршень; 13 – пиноль шпинделя; a, b, c, d – сменные колеса для настройки частоты вращения
Сменные колеса а, в, с и d служат для настройки необходимой частоты вращения шпинделя 1. Движение подачи и холостой ход осуществляется перемещением пиноли 13 шпинделя 1 от пневмогидравлического привода. Воздух, поступая из сети, давит на поршень 12, перемещая пиноль 13 шпинделя влево. При этом масло из полости 2 поступает в камеру 3. Когда клапан 4 при перемещении пиноли 13 сойдет со шпонки 5, масло будет поступать в камеру 3 только через редукционный клапан 6 и дроссель 7. В конце хода пиноли 13 упор 8 включает кнопку 9 — происходит реверсирование направления движения воздуха в камеру 10, а пневмополость цилиндра пиноли соединяется с атмосферой. Воздух в камере 10 давит на диафрагму 11, которая вытесняет масло из камеры 3 в клапан полости 2. Давление в клапане повышается и пиноль двигается вправо ускоренным ходом. Затем цикл повторяется.
Ручное перемещение пиноли осуществляется реечной передачей; рейка выполнена на штанге, несущей упор 8 и жестко связанной с пинолью 13. Реечное колесо  приводится во вращение вручную (от рукоятки).
приводится во вращение вручную (от рукоятки).
Дата добавления: 2015-08-11; просмотров: 4645;