Средства автоматизации в многошпиндельных автоматах
В многошпиндельных автоматах получила дальнейшее развитие концентрация операций. Заготовки одновременно или последовательно обрабатываются сразу на нескольких позициях станка несколькими инструментами. Многошпиндельные автоматы поэтому называют многопозиционными. Все многопозиционные станки делятся на автоматы параллельного, последовательного, параллельно-последовательного действия и ротационные. На рис. 4.15 показана схема работы горизонтального
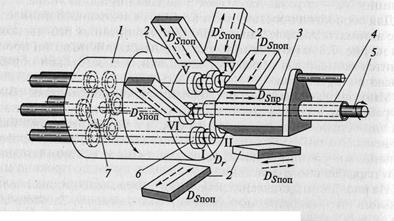
Рис. 4.15.. Схема работы горизонтального шестишпиндельного пруткового автомата последовательного действия:
1 — шпиндельный блок; 2 — поперечные суппорты; 3 — продольный суппорт; 4 — центральная гильза; 5 — приводной вал; 6 — шпиндели; 7 — центральное зубчатое колесо; I, II, IV, V, VI — позиции шпинделей при обработке;
шестишпиндельного пруткового автомата последовательного действия.
На таких автоматах в каждой позиции производится различная обработка, например: на позиции I — центрирование заготовки с продольного суппорта и протачивание на ней канавки с поперечного суппорта; на позиции II — сверление отверстия и протачивание второй канавки; на позиции III – сверление отверстия меньшего диаметра и большей глубины с продольного суппорта и фасонная обточка контура с поперечного суппорта; на позиции IV - накатка рисок; на позиции V -нарезание резьбы в отверстии; на позиции VI — отрезка заготовки и подача прутка до упора.
Для обработки простых заготовок применяют многошпиндельные автоматы параллельного действия.
Для обработки простых заготовок применяют многошпиндельные автоматы параллельного действия. Принцип их работы показан на рис. 3.16, из которого видно, что на каждой позиции производится одинаковая обработка заготовки, т.е. заготовки обрабатываются параллельно.
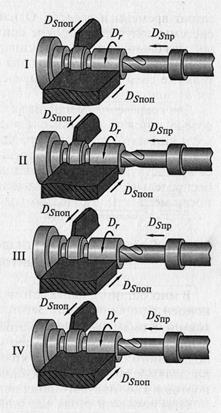
Рис. 4.16. Схема работы горизонтального многошпиндельного полуавтомата параллельного действия:
I — IV — позиции одновременной обработки четырех заготовок;
Дата добавления: 2015-08-11; просмотров: 1259;