Одношпиндельные автоматы
Наиболее распространенные типы одношпиндельных токарных прутковых автоматов:
· фасонно-отрезные,
· фасонно-продольного точения,
· токарно-револьверные.
Фасонно-отрезные автоматы являются высокопроизводительными станками; их применяют в крупносерийном и массовом используются для изготовления из прутка (или бунта) мелких деталей простой формы (рис. 4.9). Пруток  2 закрепляется во вращающемся шпинделе с помощью цангового патрона 3. Обработка ведется резцами 4 и 7, закрепленными в суппортах 1 и 5, перемещающихся только в поперечном направлении. Заданная длина детали обеспечивается выдвижением прутка до подвижного упора 6. Некоторые модели фасонно-отрезных автоматов имеют продольный суппорт для сверления отверстий.
2 закрепляется во вращающемся шпинделе с помощью цангового патрона 3. Обработка ведется резцами 4 и 7, закрепленными в суппортах 1 и 5, перемещающихся только в поперечном направлении. Заданная длина детали обеспечивается выдвижением прутка до подвижного упора 6. Некоторые модели фасонно-отрезных автоматов имеют продольный суппорт для сверления отверстий.
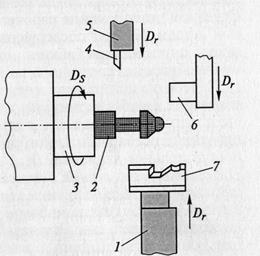
Рис. 4.9. Схема обработки заготовки на фасонно-отрезном автомате
1,5 – суппорт; 2 – заготовка; 3 – цанговый патрон; 4,7- резцы; 6 – подвижный упор; 
 -главное движение;
-главное движение;  - движение подачи.
- движение подачи.
Автоматы продольного точения предназначены для изготовления из прутка высокоточных деталей относительно большой длины и малого диаметра (рис. 4.10) в условиях массового производства, Обработка производится неподвижными или поперечно перемещающимися резцами 5, 6, 8, 10 и 12,
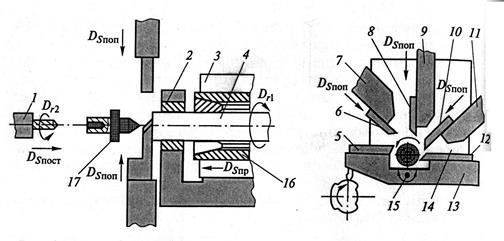
Рис. 4.10. Схема обработки заготовки на автомате продольного точения:
1 — приспособление; 2 — люнет; 3 — шпиндельная бабка; 4 — заготовка (пруток); 5, 6, 8, 10, 12 — резцы; 7, 9, 11, 13 — суппорты; 14 — суппортная стойка; 15— ось; 16— шпиндель; 17 — обработанная деталь; 
 ,
,  ,
,  ~ поперечное, продольное и поступательное движения подачи соответственно;
~ поперечное, продольное и поступательное движения подачи соответственно;  ,
,  — вращательное главное движение по часовой стрелке и против часовой стрелки соответственно
— вращательное главное движение по часовой стрелке и против часовой стрелки соответственно
закрепленными в суппортах 7, 9, 11 и 13, при продольном движении подачи вращающегося прутка 4. Вращательное главное движение и движение подачи прутка осуществляется шпинделем 16 и шпиндельной бабкой 3 соответственно. Для уменьшения прогиба и вибрации прутка под действием сил резания передний конец его пропускается через люнет 2, закрепленный на суппортной стойке 14. На стойке смонтированы три (или два) вертикальных суппорта 7, 9 и 11. Суппорт 13 балансирного типа несет два резца 5 и 12 и совершает качательное движение вокруг оси 15. Сочетание продольного и поперечного  перемещений резца позволяет получить на заготовке заданные фасонные поверхности. Отрезной резец в конце рабочего хода (после отрезки обработанной детали 17) при последующем разжиме цангового патрона и отходе шпиндельной бабки в положение, соответствующее началу цикла обработки следующей заготовки, служит упором для прутка.
перемещений резца позволяет получить на заготовке заданные фасонные поверхности. Отрезной резец в конце рабочего хода (после отрезки обработанной детали 17) при последующем разжиме цангового патрона и отходе шпиндельной бабки в положение, соответствующее началу цикла обработки следующей заготовки, служит упором для прутка.
Обработка центрального отверстия (сверление, развертывание, нарезание резьбы метчиком), а также нарезание наружной резьбы плашкой производится с помощью двух- или трехшпиндельных приспособлений 7, которые могут совершать независимые поступательное движение и вращательное .
Токарно-револьверные автоматы применяется в условиях крупносерийного и массового производства для обработки сложные по форме детали с применением нескольких последовательно или параллельно работающих инструментов находят (рис. 4.11). Для размещения большого
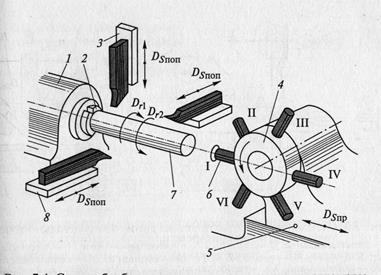
Рис. 4.11. Схема обработки на токарно-револьверном автомате:
/ — шпиндельная бабка; 2 — шпиндель; 3 — верхний суппорт; 4 — револьверная головка; 5 — продольный суппорт; 6 — упор; 7 — пруток; 8 — поперечный суппорт; I — VI — позиции револьверной головки; остальные обозначения см. на рис. 7.3
числа инструментов, необходимых для обработки таких деталей, эти автоматы оснащены продольным суппортом 5 с шестипозиционной револьверной головкой 4, несколькими поперечными суппортами 8 (передним и задним) и одним (двумя) верхним 3. В отличие от автоматов продольного точения шпиндельная бабка 1 токарно-револьверного автомата установлена на станине жестко и продольного перемещения не совершает. Шпиндель 2 автомата для нарезания резьбы на заготовке невращающимся инструментом вращается в двух направлениях: по часовой стрелке (для свинчивания инструмента)и против часовой стрелки (при нарезании резьбы). После отрезки обработанной детали и разжима цангового патрона пруток /подается до Упора 6, ограничивающего величину перемещения прутка. Инструменты, размещенные на суппортах и в револьверной головке, Могут работать как последовательно, так и параллельно.
Различные средства автоматизации в одношпиндельных автоматах определяют структуру управления. Структурная схема автомата выявляет функции и принципиальное построение механизмов, осуществляющих цикл обработки; она необходима также для оценки возможных вариантов систем управления.
На рис. 4.12 показаны две структурные схемы, по принципу которых построены одношпиндельные автоматы.
На первой структурной схеме (рис. 4.12, а) показан цикл работы автомата при управлении одним распределительным валом (РВ), Который дает команду механизмам рабочих (РХ) и холостых (XX) . Шпиндель автомата получает вращение от электродвигателя М через звено настройки  . Частота вращения РВ, а следовательно и время цикла регулируются звеном настройки
. Частота вращения РВ, а следовательно и время цикла регулируются звеном настройки  По такому принципу работают одношпиндельные автоматы продольного точения.
По такому принципу работают одношпиндельные автоматы продольного точения.
На второй структурной схеме (рис. 4.12, б) показан принцип работы одношпиндельного автомата, у которого управление механизмами РХ и XX осуществляется не только от РВ, но и от вспомогательного вала (ВВ), который в отличие от РВ вращается с постоянной скоростью, т. е. не имеет звена
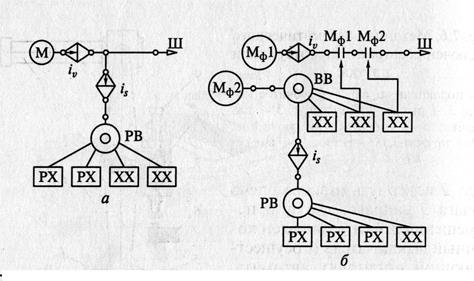
Рис. 4.12. Структурные схемы одношпиндельного автомата продольного точения (а) и токарно-револьверного автомата (б):
Ш – шпиндель; ВВ – вспомогательный вал; РВ – распределительный вал; РХ – рабочий ход; ХХ – холостой ход;  ,
,  - муфты; ,
- муфты; ,
настройки частоты вращения. Скорость вращения шпинделя настраивается звеном настройки , а частота вращения РВ — звеном настройки ,. Вспомогательный вал через механизмы холостых ходов осуществляет реверс шпинделя и изменение частоты его вращения, управляя муфтами Мф1 и Мф2. По такой структурной схеме выполнено большинство отечественных токарно-револьверных автоматов.
На распределительном валу одношпиндельных автоматов располагаются кулачки:
· продольной подачи револьверной головки (в токарно-револьверных автоматах) или шпиндельной бабки (в автоматах продольного точения);
· включения муфт привода подачи и зажима прутка; включения поворота револьверной головки (на токарно-револьверных автоматах);
· подачи приспособлений (на автоматах продольного точения);
· ряд других командных дисковых кулачков, необходимых для полной автоматизации рабочих и холостых ходов.
Таким образом, управление в токарных прутковых одношпиндельных автоматах осуществляется с помощью распределительного вала (а по второй структурной схеме еще и вспомогательного вала) и кулачков.
Горизонтальные одношпиндельные токарные полуавтоматы бывают: многорезцовые (центровые и патронные), копировальные и многорезцово-копировальные.
Контрольные вопросы:
1. Какая машина называется автоматом?
2. По каким критериям классифицируют автоматы?
3. Как классифицируются токарные автоматы по виду выполняемых работ?
4. Какие особенности автоматов последовательного действия?
5. Какие особенности автоматов параллельного действия?
6. В чем особенность роторной машины?
7. Назовите средства автоматизации одношпиндельных автоматов.
8. Какие вы знаете структурные схемы одношпиндельных автоматов и
чем они отличаются?
Дата добавления: 2015-08-11; просмотров: 3393;