Классификация и типовые компоновки
Агрегатными называют станки, которые компонуют из нормализованных и частично специальных узлов и деталей путем объединения их в единый агрегат (рабочий комплекс) с обшей системой управления и контроля.
К нормализованным узлам относят силовые головки, столы и бабки, поворотные делительные столы, корпусные базовые детали (например, станины, стойки), а также валики, шпиндели, зубчатые колеса, втулки и другие детали шпиндельных коробок, элементы зажимных приспособлений и систем управления.
К специальным узлам агрегатных станков относят зажимные приспособления, кондукторные плиты, шпиндельные коробки, систему охлаждения, электрооборудование и др. Специальные узлы проектируют применительно к изготовляемой на станке детали и их количество составляет 10... 30 %.
Агрегатные станки компонуют с учетом специфики конкретных обрабатываемых заготовок. Особенность этих станков - высокая концентрация операций: заготовка в процессе обработки в большинстве случаев неподвижна, и это позволяет обрабатывать ее с нескольких сторон одновременно несколькими десятками инструментов.
На агрегатных станках выполняют сверление, зенкерование, развертывание и растачивание отверстий, обтачивание наружных поверхностей, протачивание канавок, нарезание резьбы, подрезание торцов, раскатывание цилиндрических и конических отверстий, фрезерование поверхностей, контроль качества продукции.
Традиционные агрегатные станки (с ручным управлением) применяют в массовом и крупносерийном производстве, агрегатные станки с ЧПУ — в среднесерийном.
Агрегатный станок проектируют специально для изготовления деталей одного типа или нескольких однотипных, поэтому его конструкция существенно зависит от формы и размеров заготовки, а также от технологии ее обработки.
Главное преимущество агрегатных станков состоит в том, что они легко перекомпонуются и сравнительно быстро составляются из стандартных узлов с наименьшими затратами и за довольно короткое время.
Основные унифицированные узлы агрегатных станков (ГОСТ 19468 — 81):
· стойка вертикальная
· станины с горизонтальными направляющими,
· силовой и поворотный столы,
· станина-подставка под стойку,
· УЧПУ.
Используются также специальные узлы с большим числом унифицированных деталей, например многошпиндельные коробки и одношпиндельные расточные бабки.
Агрегатные станки бывают одно- или многопозиционные; последние позволяют увеличить производительность и уменьшить стоимость изготовления детали.
Типовые компоновки однопозиционных агрегатных станков с обработкой заготовки в одном положении при закреплении ее в стационарном приспособлении 1 показаны на рис. 5.1. Различие станков состоит в том, что обработка ведется с одной (рис. 5.1, а), двух (рис. 5.1, б, в) и трех (рис. 5.1, г — ж) сторон силовыми узлами 2. Станки такого типа применяют для многосторонней обработки корпусных деталей.
Типовые компоновки многопозиционных агрегатных станков бывают вертикальными (рис. 5.2, а, в), горизонтальными (рис. 5.2, б, г, е) и вертикально-горизонтальными (рис. 5.2, д). На этих станках заготовку обрабатывают последовательно с одной, двух и трех сторон на нескольких позициях поворотного делительного стола 2. Благодаря этому вспомогательное время, связанное с загрузкой-выгрузкой и зажимом-разжимом заготовки, совмещают со временем обработки; несовмещенным остается только время поворота стола.
На рис. 5.2, ж показана компоновка многопозиционного агрегатного станка с центральной колонной.
Типовые компоновки агрегатных станков с круговым движением заготовок в вертикальной плоскости выполняются с поворотным барабаном, на котором монтируются зажимные приспособления. На агрегатных станках барабанного типа обработка ведется с одной, двух и трех сторон.
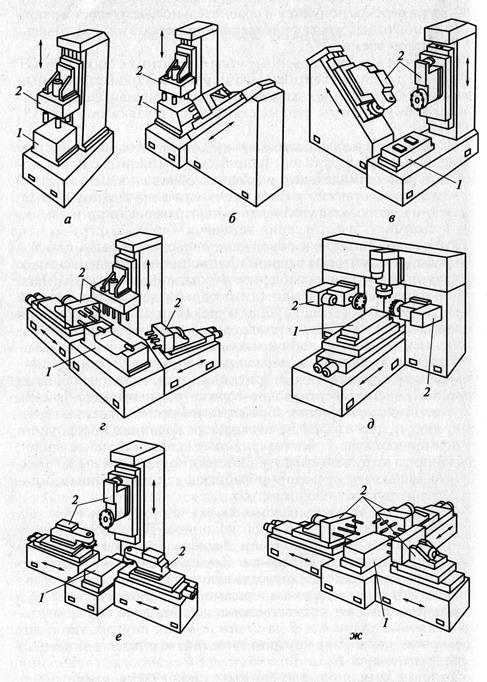
Рис. 5.1. Типовые компоновки однопозиционных агрегатных станков со стационарным приспособлением для обработки заготовки с одной (а), двух (б,в) и трех (г-ж) сторон:
1 – стационарные приспособления; 2 – силовые узлы
В компоновке многопозиционного агрегатного станка с прямолинейным движением заготовок от позиции к позиции стол перемещается прямолинейно относительно силовых головок.
Аналогичны и компоновки агрегатных станков с ЧПУ.
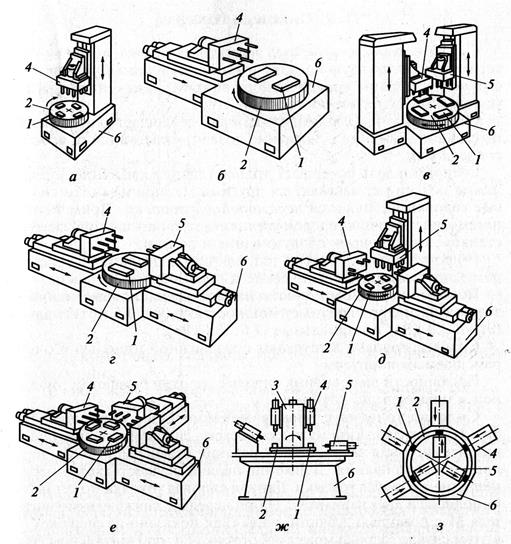
Рис. 5.2. Типовые компоновки многопозиционных агрегатных станков с поворотным делительным столом (а, в – вертикальные; б, г, е – горизонтальные; д – вертикально-горизонтальные), с центральной колонной (ж) и с кольцевым столом (з) :
1 – зажимное приспособление, 2 – стол; 3 – колонна; 4, 5 – силовые узлы; 6 - станина
Все агрегатные станки чаще всего работают в полуавтоматическом цикле. Если они снабжены загрузочными и разгрузочными устройствами или промышленными роботами, то они работают как автоматы и могут встраиваться в автоматические линии.
Контрольные вопросы:
1. Какая форма концентрации операций у многорезцовго полуавтомата?
2. Как работает копировальный полуавтомат?
3. На какие группы по форме концентрации операций делятся многопозиционные автоматы?
4. Какие станки называются агрегатные?
5. Из каких основных узлов состоит агрегатный станок?
6. В чем преимущество агрегатных станков?
7. Какие циклы обработки чаще всего реализуются в агрегатных станках?
8. Какие типовые компоновки однопозиционных агрегатных станков?
Дата добавления: 2015-08-11; просмотров: 2815;