Лазерная резка и размерная обработка
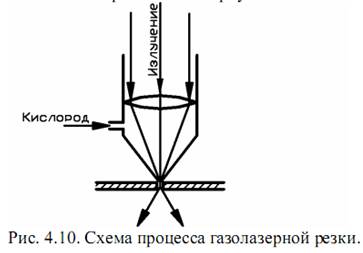
Резка с ОКГ основана на локальном плавлении материала и его дальнейшем удалении действием силы тяжести или газовой струи, ведение которой увеличивает эффективность резки. Такой процесс называется газолазерной резкой (рис. 4.10). При этом кислород:
· За счет реакции окисления обеспечивает выделение основной части энергии
· Увеличивает поглощающую способность материала за счет создания на его поверхности окислов имеющих меньший коэффициент отражения
· Снижает поверхностное натяжение расплавленных металлов
· Струя газа под давлением способствует удалению расплавленных оксидов из зоны резания
· Охлаждает кромки разрезанного металла
Излучении е ОКГ используется для прошивания отверстий. Преимуществом лазерного прошивания являются:
· Обработка любых материалов не зависимо от твердости
· Возможность получения отверстий диаметром менее 0,1 мм с большим отношением глубины к диаметру
· Возможность получения наклоненных под углом отверстий
· Высокая точность расположения осей отверстия на заготовку, что обеспечивается точностью системы наведения луча
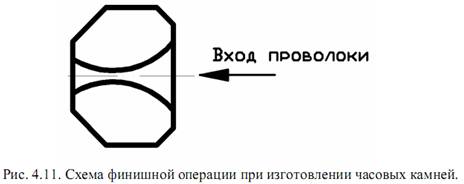
Дно отверстия при лазерном прошивании формируется главным образом за счет испарения, а его боковые стенки за счет плавления материала и вытекания жидкости при избыточном давлении паров в полости отверстия. Геометрическая форма отверстия напоминает конусную. Максимальный диаметр отверстия у его входной части, а глубина отверстия зависит от энергии излучения. Для глубоких малоразмерных отверстий лазерная обработка в многоимпульсном режиме наиболее производительный и экономичный способ по сравнению с другими. Так получают фильеры, кристаллические подшипники, часовые камни (рис. 4.11). Профиль канала образуется за счет обработки корунда или алмаза с двух сторон с разным числом импульсов. Со стороны входа проволоки число импульсов больше.
Дата добавления: 2015-08-11; просмотров: 1458;