Технологические возможности ЭХО
Маркирование деталей выполняют по схеме с неподвижными электродами. Знаки 1 и 4 (рис. 2.30) выполняют на инструменте в зеркальном отображении и закрепляют на торце корпуса 3. Между ними находится диэлектрик 2, предохраняющий деталь от растворения на участках между знаками. Начальный зазор между знаками 1 и 4 и заготовкой 6 обеспечивается прокладками 5 из диэлектрика.

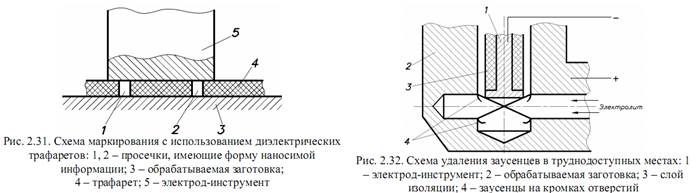
При анодном растворении металла под знаками образуются углубления повторяющие профиль электрода-инструмента. При маркировании с диэлектрическими трафаретами (рис. 2.31), наносимая информация имеет форму просечек 1 и 2. Трафарет 4 накладывают на деталь 3 и прижимают электродом инструментом 5. Анодной растворения протекает в электролите, который заранее нанесен на деталь. По схеме с неподвижными электродами удаляют заусенцы в труднодоступных местах. После металлической обработки на кромках отверстий образуется заусенца 4 (рис. 2.32). Их необходимо удалить, а кромки отверстий скруглить. Для этого в одно из отверстий вводят электрод-инструмент 1, наружная поверхность которого покрыта изолятором 3.
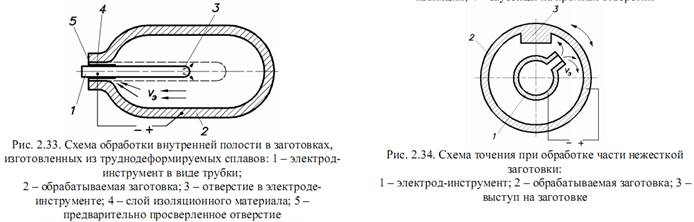
При ЭХО изготавливают детали из трудно деформируемых сплавов с внутренними полостями, диаметр которых превышает диаметр горловины (рис. 2.33). Механически их изготовить не возможно. Их получают электродом-инструментом 1 в виде трубки. В заготовке предварительно просверливают отверстие 5 (показано пунктиром) и вставляют электрод-инструмент. Часть поверхности электрода-инструмента или заготовки на участке горловины покрывают изолятором 4, исключая его растворение. Через отверстие 3 в электроде-инструменте прокачивают электролит со скоростью Vэ. Схема точения применяют для обработки части не жесткой заготовки (рис. 2.34), у которой имеет выступ 3, который необходимо сохранить. ЭХО выполняют электродом-инструментом 1 через который прокачивают электролит со скоростью Vэ. Заготовке 2 сообщают возвратно-вращательное движение вокруг оси так, что рабочая часть электрода-инструмента не достигает выступа на заготовке. Так получают детали до нескольких метров со стенкой вдоль миллиметра.
Прошивание одновременно получают несколько плавно сопряженных между собой поверхностей сложной формы (рис. 2.35). Так можно обеспечить точное взаимное расположение всех участков без применения копиров. Электрод-инструмент имеет одно поступательное движение Vи к заготовке 2независимо от формы обрабатываемой поверхности. Электролит поступает в МЭП через систему отверстий и щелей в электроде-инструменте.
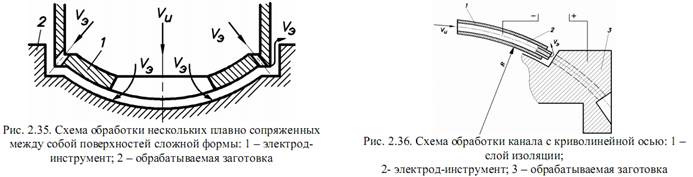
По схеме прошивания выполняют каналы произвольного сечения с криволинейной осью (рис. 2.36). Для этого электрод-инструмент 2 подают к заготовке 3 по окружности радиусом R. Электрод-инструмент 2 покрывают изолятором 1, чтобы предотвратить конусность отверстия. При протягивании выполняют чистовую обработку отверстий любого поперечного сечения с криволинейной осью (рис. 2.37). Электрод-инструмент 3 бочкообразной формы с выступами 2 на наружной поверхности протягиваются вдоль трубы 1 тросом со скоростью Vи. Внутри трубной заготовки со скоростью Vэ прокачивается электролит.

Дата добавления: 2015-08-11; просмотров: 1460;