Проектирование электродов-инструментов
Точность формы и размеров электрода-инструмента должны быть на 1 квалитет выше, чем у обрабатываемой детали. Форма электрода-инструмента и шероховатость его поверхности (Ra меньше или равно 2,5 мкм) должны обеспечивать плавное, без резких поворотов и срывов потока электролита, его протекание. Что исключает появление на заготовке местных, не обработанных участков. Материалы для электродов-инструментов должны быть коррозионно-стойкие, с высокой электропроводностью и сопротивляемостью разрушению при коротких замыканиях, хорошей адгезией к покрытиям из диэлектрика, механической прочностью, высокой обрабатываемостью и низкой стоимостью. Поэтому применяют медь и ее сплавы, нержавеющие стали, реже титановые сплавы. Диэлектрическими покрытиями могут быть лаки, эпоксидные смолы, керамические эмали. Для повышения их адгезии детали 1 (рис. 2.16.а) предварительно сверлят маленькие отверстия 2, которые покрытие 3 заполняет и удерживается на детали. Иногда в отверстия запрессовывают короткие штифты 4 (рис. 2.16.б).

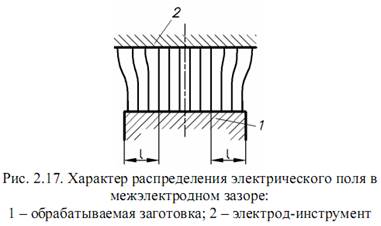
При ЭХО форма обработанной поверхности не параллельная форме электрода-инструмента, так как даже при плоских параллельных заготовке 1 и инструменте 2 (рис. 2.17) плотность тока и съем металла на краю заготовке с длиной l будет больше, чем в середине детали. Поэтому либо наносят диэлектрик на электрод-инструмент или деталь либо корректируют форму электрода-инструмента.
При ЭХО с неподвижными электродами последний вариант не эффективен, так как процесс не стационарный. Поэтому применяют диэлектрические покрытия 2 (рис. 2.18) на электроде-инструменте 1. Если электропроводная часть электрода-инструмента совпадает с размерами заготовки 3 (рис. 2.18.а), то искажение электрического поля мало и профиль детали близок к форме поверхности электрода-инструмента. Если размеры отличаются (рис. 2.18.б) электрическое поле неравномерно и форма детали искажается.

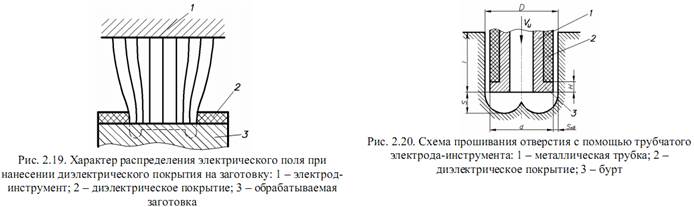
Если диэлектрик наносить на заготовку 3 (рис. 2.19), то вблизи границ изолятора 2 плотность тока возрастает и там происходит увеличение съема металла. Но для большинства операций ЭХО такая погрешность не является определяющей, поэтому в основном наносят изоляцию на заготовку. Для отверстий электрод-инструмент (рис. 2.20) это трубка 1 с диэлектрическим покрытием 2 снаружи. С рабочего торца выполнен бурт 3, предохраняющий покрытие 2 от разрушения струей электролита и продуктами обработки.
При прошивании не круглых, узких пазов, трудно получить центральное отверстие в электроде инструменте. Тогда зазор между сплошным электродом-инструментом 1 (рис. 2.21) и заготовкой 2 уплотняют по глубине отверстия прокладками 3. Электролит подается с одной стороны, проходит под торцом инструмента и выходит с другой стороны.

Форму электрода-инструмента находят используя следующие методы:
· Аналитический и графоаналитический. Выполняется путем разделения контура на отдельные участки описываемые плоскими цилиндрическими и сферическими поверхностями (громоздкий)
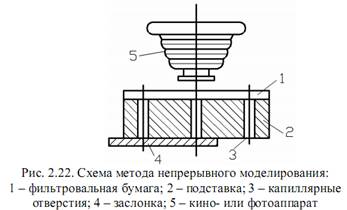
· Моделирование. Фильтровальную бумагу 1 (рис. 2.22) накладывают на подставку 2 с капиллярными отверстиями 3. Часть капилляров можно перекрывать заслонкой 4, повторяющей по форме начальную обрабатываемую поверхность. Подставку 2 помещают в жидкость, которая через свободные капилляры смачивает фильтровальную бумагу 1. Смачивание и последующее распространение жидкости по бумаге фиксируют видеокамерой 5. Получаемая картина подобна изменению формы обрабатываемой поверхности при ЭХО. Форму заслони 4 подбирают так, чтобы получить требуемый контур углубления на детали (способ простой, но не точный)
· Производственные методы включают:
o Способ обратного копирования. Электрод-инструмент получают с помощью ЭХО, а в виде инструмента используются изготовленная слесарно-механическую модель детали
o Способ последовательных приближений. Требуемое уточнение формы проводится по результатам обработки пробной партии заготовок.
Подача электролита в МЭП:
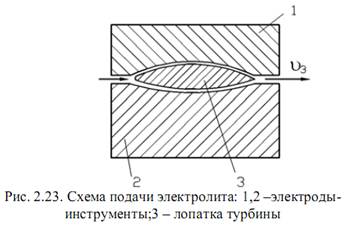
· Возможна вдоль или поперек обрабатываемой детали (рис. 2.23), но так получают полости до 10-15 мм с плавным профилем, если путь протекания электролита до 100-150 мм
· Через отверстие и щели на электроде инструменте. Недостаток сложность изготовления инструментов, необходимость последующей обработки участка заготовки напротив отверстия, где остаются выступы до 1 мм
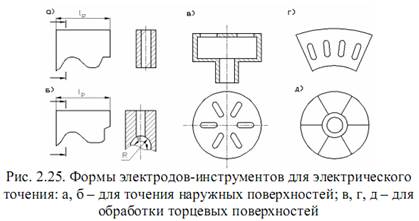
Если углубление имеет вытянутую форму (рис. 2.24.а), то предусматривают одну щель вдоль длинной стороны по оси симметрии. Для квадратных и ромбовидных полостей (рис. 2.24.б) щели в электроде-инструменте направлены по диагоналям. Для полостей с расширением на концах (рис. 2.24.в,г) на электроде-инструменте кроме продольной выполняют одну или две прорези в местах расширения. Для полостей в виде тел вращения (рис. 2.24.д) на наружной поверхности инструмента по контуру выполняют систему отверстий.

Электроды-инструменты для обработки торцов коробчатой формы (рис. 2.25.в). Их рабочая часть – диск с радиальными пазами для подвода электролита. Если мощность источника питания не достаточна для обеспечения расчетной плотности тока, то рабочую часть электрода-инструмента делают в форме сектора (рис. 2.25.г) или нескольких секторов из которых часть из диэлектрика (рис. 2.25.д).
Подвод электролита проводят через радиальные щели (рис. 2.25.г) или через центральное отверстие (рис. 2.25.д)
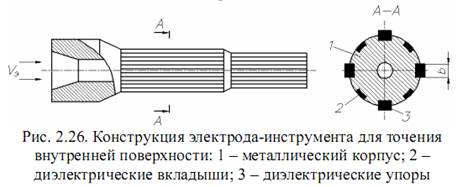
Для точения внутренней поверхности на наружной поверхности электрода-инструмента в виде вала с центральным отверстием устанавливаются диэлектрические упоры 3 (рис. 2.26) на выступающие из корпуса 1 на величину МЭП. Есть ряд участков последовательно вступающих в работу.
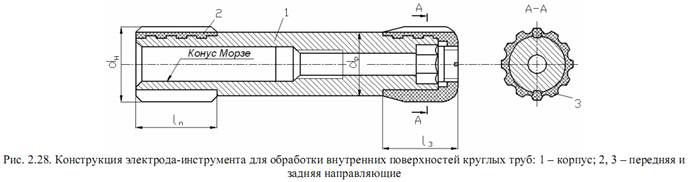
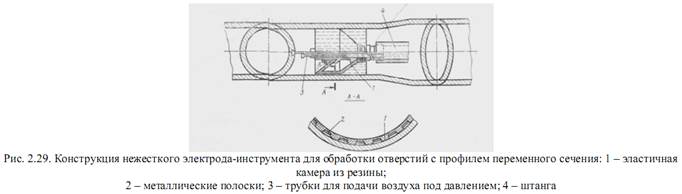
Для отверстия не круглого поперечного сечения или переменного по длине диаметра используют электроды-инструменты в виде перемещаемой по отверстию каретки (рис. 2.27) с рабочей частью 5 и упорами 3. Электролит подают через внутреннюю полость штанги 1 и корпуса 2. Размер МЭП поддерживается диэлектрическими роликами 3. В отверстии переменного диаметра упоры 4 раздвигаются или сближаются, обеспечивая постоянный прижим роликов к заготовке. Корпус 1 электрода-инструмента для протягивания (рис. 2.28) из латуни. От штанги подводят через конический участок с резьбой. Конус на штанге и в корпусе притирают до площади контакта более 70%. Переднюю 2 и заднюю 3 направляющие выполняют из диэлектрика с винтовыми канавками для протекания электролита. После этого их протачивают по наружной поверхности в сборе с корпусом инструмента. Для отверстий с сечением переменного профиля электрод-инструмент (рис. 2.29) – эластичная камера 1 из резины с углублениями на наружной поверхности, в которых закреплены металлические полоски 2. Через трубки 3 внутрь камеры подают воздух под давлением. Наружная поверхность камеры прижимается к детали повторяя ее форму, а электрический ток подводят через штангу 4, прокачивая электролит по внутренней поверхности заготовки.

Дата добавления: 2015-08-11; просмотров: 2590;