Ректификационные колонны
Ректификационные колонны широко применяются на технологических установках НПЗ и НХЗ для разделения смесей. Схема типовой ректификационной колонны приведена на рис. 8.3. Целью расчета ректификационных колонн является определение параметров технологического режима и размеров аппарата. К параметрам режима относятся: рабочее давление в аппарате, температуры входа и выхода различных материальных потоков, расход теплоты на испарение остатка и расход холода на конденсацию дистиллята.
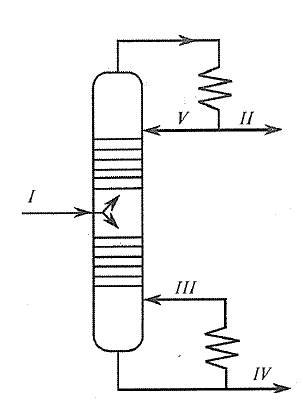
Рис. 22. Схема ректификационной колонны:
/— сырье; //— ректификат; III — циркулирующая горячая струя; IV — остаток; V — холодное орошение
Прежде, чем приступить к определению параметров режима, составляют материальный баланс колонны, бази-// руясь на данных об исходном сырье
и четкости разделения. Затем определяют давление в колонне. Критерием для выбора давления, как правило, являются соображения технологического характера. Так, повышенное давление применяется при разделении компонентов с низкими температурами кипения, например сжиженных газов. При ректификации под давлением повышается температура конденсации паров iv дистиллятов, что позволяет использовать для конденсации недорогие хладагенты — воду и воздух. Понижение давления необходимо, когда разделению подлежат высококипящие и термически нестабильные компоненты (тяжелые фракции нефти, синтетические жирные кислоты и т. п.). В остальных случаях ректификация проводится при давлении, близком к атмосферному: в рефлюксной емкости давление равно 0,1 МПа, а на верху колонны — на 0,015—0,03 МПа выше. Часто выбор давления определяется требуемым фазовым состоянием в емкости.
Температурный режим колонны устанавливают на основании данных о составе внешних потоков. При ректификации многокомпонентных смесей, которая осуществляется на многих технологических установках НПЗ и НХЗ, температуры находят в результате подбора таких значений температур, при которых удовлетворяются следующие уравнения:
1) для жидкого потока

2) для парового потока

3) для парожидкостного потока с заданной мольной долей отгона е:

Здесь и далее х, у — мольные концентрации компонентов жидкого и парового потока соответственно; к — константа равновесия.
При ректификации сложных смесей (нефть, продукты ее переработки) температуры потоков можно определять по аналогии с многокомпонентными смесями (например, разбивая нефть или широкую углеводородную фракцию на узкие фракции, которые затем приравниваются к индивидуальным соединениям) или по кривым однократного испарения (ОИ).
Линии ОИ можно построить на основании экспериментальных • данных. Для приближенных вычислений используют методы расчета кривых ОИ по линиям истинных температур кипения (ИТК) или разгонки по ГОСТ. Существуют методы построения ОИ, предложенные российскими учеными С. Н. Обрядчиковым, Е. В. Смидович, Н. А. Пирумовым, американскими специалистами В. Л. Нельсоном и Д. Харви.
Температуру верха колонны определяют, используя уравнение (8.3), или как температуру 100%-го отгона на кривой ОИ ректификата. При расчете температуры верха колонны, работающей с подачей водяного пара и острого испаряющегося орошения, следует учитывать парциальное давление паров воды и орошения. Температуру низа колонны определяют, используя уравнение (8.2), или как температуру нулевого отгона на кривой ОИ остатка. В колоннах, работающих с подачей водяного пара, температуру низа находят на основании опытных данных или по уравнению теплового баланса отгонной части, задаваясь количеством фракции, которое необходимо отпарить из остатка. В последнем случае рекомендуется, чтобы количество образовавшихся паров не превышало 25—30 % от остатка.
При определении температуры сырья необходимо знать, в каком состоянии оно должно поступать в колонну. Если сырье будет поступать в жидком виде, то при расчете используют уравнение (8.2), если в парообразном — уравнение (8.3), а если в парожидко-стном состоянии — уравнение (8.4).
При использовании для расчета линий ОИ температура ввода сырья может соответствовать точке нулевого и 100%-го отгона или некоторой точке на кривой, зависящей от доли отгона. В случае сложных колонн приходится определять также температуру вывода боковых погонов. Эту температуру рекомендуется находить, применяя уравнение (8.2), или как температуру начала ОИ при нулевой доле отгона и парциальном давлении паров выводимой фракции. Для продуктов, у которых температура выкипания 50 % (t50) находится в пределах от 175 до 345 °С, можно воспользоваться эмпирическим уравнением
Основными параметрами, определяющими заданное разделение в процессе ректификации, являются флегмовое число (кратность орошения) и число ректификационных тарелок. Флегмовое число представляет собой отношение количества горячего орошения, вводимого в колонну, к количеству дистиллята. Увеличение флегмового числа позволяет уменьшить число тарелок, и наоборот. При минимальном флегмовом числе Ямин необходимое число тарелок будет бесконечным. Реальные условия работы колонны соответствуют оптимальному флегмовому числу Rom и оптимальному числу тарелок.
Для бинарных смесей
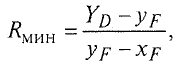
где  — мольные концентрации низкокипящего компонента в дистилляте, паровой фазе сырья и жидкой фазе сырья соответственно.
— мольные концентрации низкокипящего компонента в дистилляте, паровой фазе сырья и жидкой фазе сырья соответственно.
Для многокомпонентных смесей RMm можно определить с помощью метода Андервуда. Расчет ведут, применяя следующие уравнения:
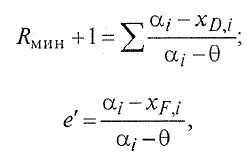
где a,- — коэффициент относительной летучести компонента / смеси; xDJ, xFJ — мольные концентрации компонента / в дистилляте и жидкой фазе сырья соответственно; 0 — корень уравнения, который определяется методом последовательных приближений; ё — мольная доля отгона сырья на входе в колонну.
Коэффициент относительной летучести а представляет собой отношение константы равновесия компонента смеси к константе равновесия самого тяжелого ключевого компонента сырья, рассчитываемое для средней температуры в колонне. Ключевыми называются пограничные компоненты, между которыми проводится заданное разделение: наименее летучий компонент дистиллята будет легким ключевым, а наиболее летучий компонент остатка — тяжелым ключевым.
Оптимальное флегмовое число находится по выражению
где К= 1,15—1,55 — для колонн, работающих при атмосферном и повышенном давлении, К= 1,3—2,6 — для вакуумных колонн.
Для оценки оптимального флегмового числа можно также использовать формулу, рекомендованную Гиллилендом:
Располагая материальным балансом и сведениями о температурном режиме и кратности орошения, составляют тепловой баланс колонны. Тепловой баланс простой ректификационной колонны имеет вид:

где F, R, D — количество сырья, остатка и дистиллята соответственно; /— массовая доля отгона сырья на входе в колонну; qlF, q'fF, q"D, q'fR — энтальпия паровой и жидкой фаз сырья, паров дистиллята, жидкого остатка соответствен-, но; QD — количество теплоты, отводимой орошением; QR — количество теплоты, вносимой в низ колонны из печи или из кипятильника [QR = Rom D(q"D - <7*ор)]; q'f op — энтальпия холодного орошения при температуре его ввода в колонну; Q'nor — тепловые потери.
При расчетах сложных колонн составляют тепловые балансы отдельных секций; для отвода избыточной теплоты в каждой из секций применяют циркуляционные орошения.
Внутренние материальные потоки в колонне находят с помощью следующих выражений:
1) количество флегмы,, стекающей с тарелок верхней части колонны,

2) количество паров в верхней (концентрационной) части колонны
3) количество паров в нижней (отгонной) части колонны

4) объем паров в рабочих условиях колонны

где XD, XR — теплоты испарения ректификата и остатка соответственно; Т, р — температура и давление в произвольном сечении колонны соответственно; z — коэффициент сжимаемости; М — молекулярная масса. :
Следующий этап расчета'— определение числа теоретических и действительных (практических) тарелок. При ректификации бинарных смесей число теоретических тарелок можно определить, решая совместно уравнения равновесия фаз, материального и теплового балансов и используя графический метод расчета (метод Мак—Кэба—Тиле).
При ректификации многокомпонентных смесей число теоретических тарелок определяют методом "от тарелки к тарелке", приближенными (по Львову—Серафимову и др.) или эмпирическими методами. При использовании эмпирического метода Гиллиленда проводят следующие операции:
1) определяют. Ямин и RonT;
2) рассчитывают минимальное число теоретических тарелок Nmm, соответствующее бесконечному количеству орошения,

где хл, Xj — мольные доли легкого и тяжелого ключевых компонентов соответственно; а" — отношение летучестей легкого и тяжелого ключевых компонентов; индекс D относится к ректификату, индекс R — к остатку;
3) по графику Гиллиленда (рис. 23) находят величину отношения (N- NMm)/(N+ 1);
4) вычисляют N — число действительных тарелок.
Число действительных тарелок зависит от эффективности используемых для разделения ректификационных устройств, а также от свойств разделяемой смеси. Отношение между числами действительных и теоретических тарелок называется КПД тарелки. КПД применяемых в настоящее время ректификационных тарелок составляет 0,4—0,7. Для определения КПД может быть использовано выражение
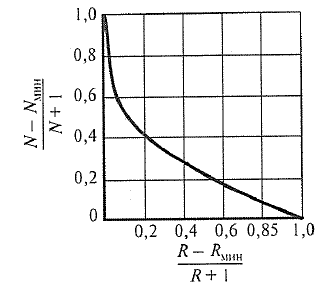
Рис. 23. График Гиллиленда для расчета числа теоретических тарелок при ректификации многокомпонентных смесей

Расчеты ректификационных колонн требуют значительных затрат времени. Сократить это время, а также повысить точность расчетов, выявить оптимальные значения рассчитываемых параметров (например, оптимального флегмового числа и числа ректификационных тарелок) позволяет использование средств вычислительной техники. В течение последних 30 лет для моделирования процесса ректификации, составления теплового и материального баланса колонн, определения нагрузок по жидкостным и газовым потокам на каждую тарелку колонны, кипятильник и конденсатор, определения теплофизических свойств потоков используются в основном программы Hysys и Pro II, описание которых дано в разделе 7.8.
Дальнейшим этапом расчета ректификационных колонн является выбор типа тарелок, определение диаметра колонны и конкретных технических характеристик тарелок. Существуют различные конструкции ректификационных тарелок. Наиболее широкое распространение в нефтепереработке и нефтехимии получили клапанные прямоточные, клапанные балластные тарелки, тарелки с S-образными элементами, решетчатые и ситчатые тарелки.
Для ориентировочного определения диаметра колонны DK (м) используется выражение

где V — объемный расход паров в расчетном сечении колонны, м3/с; w — допустимая скорость паров в колонне, м/с.
Величину w рассчитывают по формуле

Здесь рж, рп — плотность жидкости и паров соответственно, кг/м3; Сшкс — коэффициент, зависящий от типа применяемой тарелки, расстояния между тарелками, нагрузки по жидкости, поверхностного натяжения жидкости.
Значение Сшкс находят по графику, приведенному на рис. 24. Детальный гидравлический расчет ректификационных тарелок проводится по специальным методикам, приведенным в литературе. В процессе расчета находят допустимую скорость жидкости в сливном стакане, гидравлическое сопротивление орошаемой тарелки, величину межтарельчатого уноса жидкости, размер наиболее узкого сечения перелива, высоту слоя жидкости в сливном устройстве, величину вылета ниспадающей струи жидкости, время пребывания жидкости на тарелке, диапазон устойчивой работы тарелки.
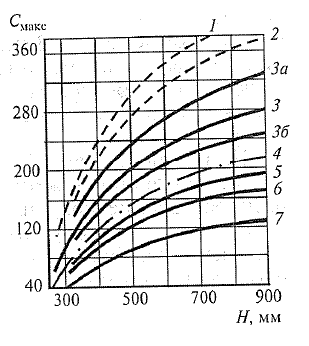
Рис. 24. График для определения допустимой скорости паров в ректификационных колоннах:
7 — ситчатые, каскадные и решетчатые тарелки (при максимально допустимой производительности); 2 — ситчатые, каскадные и решетчатые тарелки (при нормальной производительности), тарелки с круглыми колпачками; 3 — тарелки с S-образны-ми элементами и желобчатыми колпачками при жидкостной нагрузке 20-40 м3/(м • ч); За —• то же для условий, когда нагрузка меньше 20 м3/(м • ч); 36 — то же для условий, когда нагрузка больше 40 м3/(м • ч); 4 — вакуумные колонны с брызгоулав-ливающими устройствами; 5 — отпарные колонны абсорбционных установок; 6 — абсорбционные колонны; 7 — вакуумные колонны; Смш. — коэффициент, зависящий от типа применяемой тарелки, м/с; Я — расстояние между тарелками, мм
Для гидравлического расчета ректификационных колонн с учетом внутренних устройств (различной конфигурации тарелки или насадки) также используются программы Hysys и Pro II.
Корпуса ректификационных колонн изготавливаются машиностроительными заводами в Дзержинске (Нижегородская область), Волгограде, Подольске, Туймазах (Татарстан), на Ижорском заводе. Изготовителями ректификационных тарелок являются заводы в Туймазах, Алексине (Тульская область), Дзержинске, Черновцах (Украина).
Дата добавления: 2015-08-11; просмотров: 8314;