Технология сварки и свойства соединений
Технология сварки высокопрочных низколегированных сталей должна обеспечить требуемые механические свойства металла шва и околошовной зо-ны, достаточную стойкость сварного соединения к возникновению горячих и холодных трещин.
Необходимость получения сварного соединения, обладающего свойства-ми, равноценными или близкими к свойствам основного металла, предопреде-ляет выбор сварочных материалов, режимов и технологических приемов, при-меняемых при сварке высокопрочных сталей.
Одним из важных условий обеспечения требуемых свойств сварных конс-трукций и их узлов является качественная подготовка и сборка соединений под сварку.
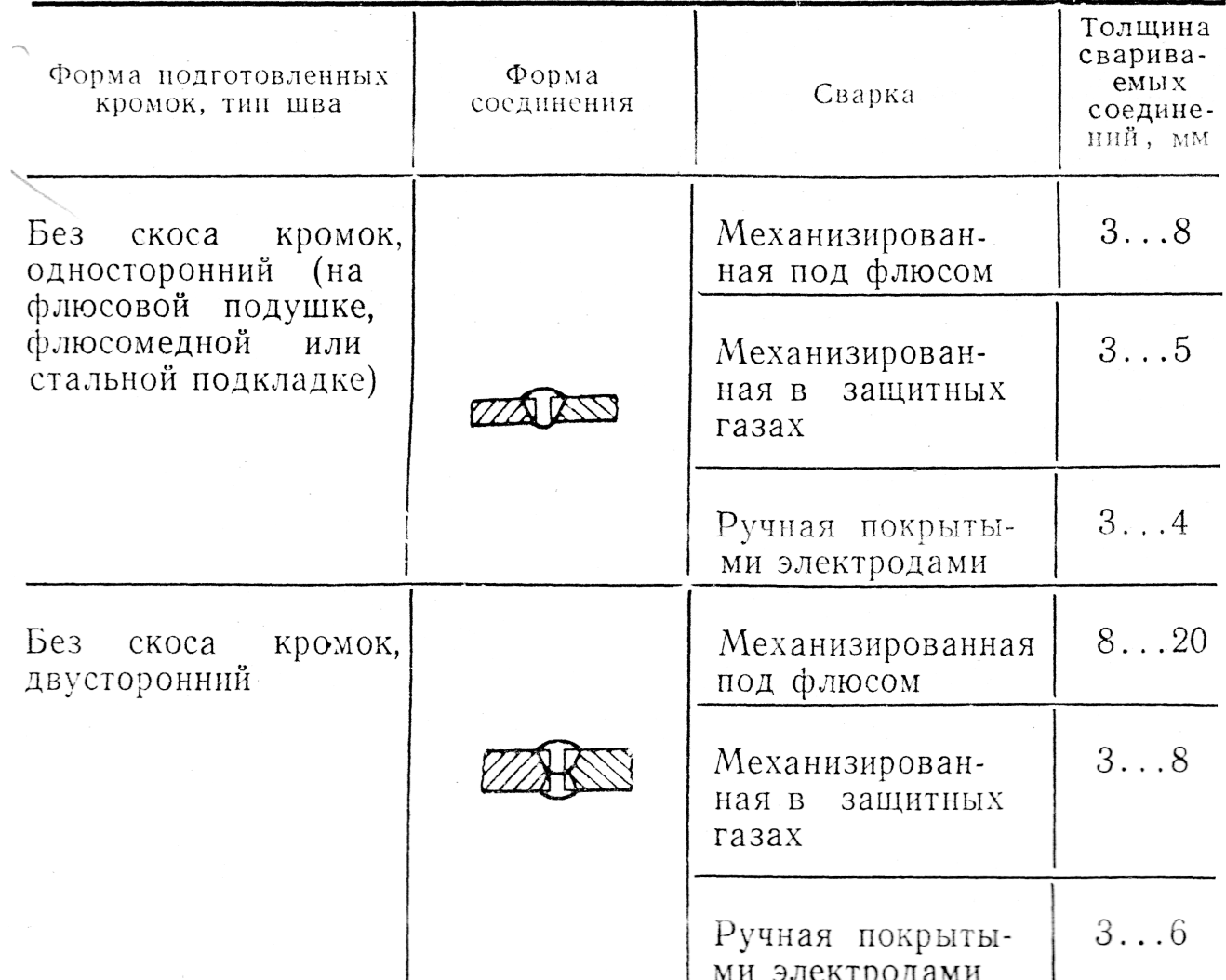
Сборка.Типы сварных соединений, их форма и размеры должны соотве-тствовать требованиям ГОСТ 5264—80, ГОСТ 8713—79 и ГОСТ 14771—76 (табл. 11).
Места наложения швов и поверхности стыкуемых деталей зачищают до полного удаления ржавчины, окалины, краски, масла, влаги и других загряз-нений. Зачистку проводят на участке равном ширине шва плюс 20 мм в каждую сторону.
При подготовке стыковых соединений элементов, отличающихся по толщине, на кромке более толстого элемента делают скос 1:5 для сжатых и 1:8
для растянутых элементов. Скос выполняют механическим способом или ма-шинной газовой резкой с последующей зачисткой шлифовальной машинкой.
Угловые соединения собирают без зазоров. Если в соединении при сборке образуется зазор 1...1,5 мм, применяют различные приспособления, чтобы предотвратить затекание жидкого металла и шлака в зазоры (флюсовые подушки, медные или флюсомедные подкладки, ручную подварку и др.)
Таблица 11. Основные типы стыковых соединений высокопрочных сталей
Дата добавления: 2015-08-11; просмотров: 1035;