Гибочные операции
Гибка – листоштамповочная операция, в результате которой происходит образование или изменение углов между частями заготовки или придание ей криволинейной формы.
Гибку осуществляют преимущественно в штампах, закрепляемых на кривошипных или гидровлических прессах, реже на специализированном оборудовании – гибочных машинах, оснащенной специальной оснасткой.
В зависимости от конструктивных признаков гибочного штампа различают следующие виды гибки:
а) свободная гибка
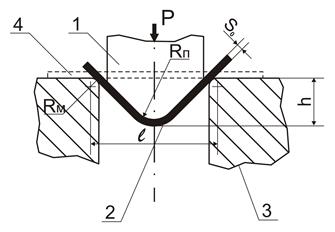
Рис 3.22 Одноугловая свободная гибка:
1 – пуансон; 2 – деталь; 3 – матрица; 4 – заготовка
Усилие одноугловой свободной гибки Р определяется по формуле [2, с.72]:
 ,
,
где В – ширина заготовки, мм;
l – расстояние между центрами полуматриц, мм;
δв – предел прочности штампуемого материала, МПа;
n = 1,8 – коэффициент, характеризующий влияние упрочнения.
Пример. Определить усилие свободной гибки полосы размерами
48 х 4 мм из латуни ЛС – 59 в матрице со створом 40 мм.
По [3, с. 480] определяют δв для латуни ЛС59: δв = 350 МПа.
По формуле (19) определяют Р, Н:
Р = 48·42/40·350·1,8 = 6048.
Ответ: Р = 6,05 кН.
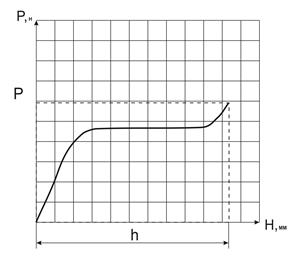
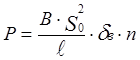
Рис. 3.23 Зависимость усилия свободной гибки от хода пуансона
б) Двухугловая гибка
Рис. 3.24 Двухугловая гибка:
1 – пуансон; 2 – деталь; 3 – заготовка;
4 – матрица; 5 – прижим выталкиватель
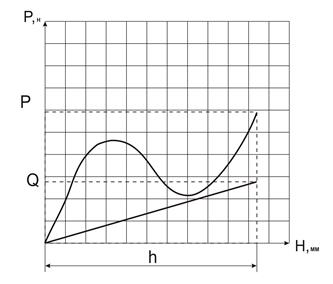
Рис. 3.25 Зависимость усилий двухугловой гибки и прижима от хода пуансона
Усилие двухугловой гибки Р определяют по формулам [2, с.72]:
Двухугловая гибка без калибровки (рис. 3.24) (отсутствует жесткое смыкание пуансона и прижима в крайнем нижем положении ползуна пресса)
 (20)
(20)
Усилие изгиба, Н [2, с.72]:
 (21)
(21)
где k2 - коэффициент для угловой гибки.
Усилие прижима, Н [2, с.72]:
 (22)
(22)
2. Двухугловая гибка с калибровкой (рис. 3.24) (в крайнем нижнем положении ползуна пресса зазор между торцом пуансона и прижимом равен или меньше толщины заготовки)
Усилие изгиба с калибровкой [2, с.72]:
 (23)
(23)
Пример. Определить усилие двухугловой гибки без калибровки
полосы с размерами 5 х 80 мм из алюминия А3 в штампе с радиусами закругления матрицы Rм = 5 мм, пуансона Rn = 5мм.
По [3, с.481] определяют δВ для алюминия А3:
δВ = 110 МПа.
По формуле (21) определяют Ризг, Н:
по табл. 25 [2, с.73] определяют k2 = 0,21.
Ризг = 2·80·5·110·0,21 = 18480.
По формуле (20) определяют Р, Н:
Р = 0,3·18480+18480 = 24024.
Ответ: 24,02 кН.
в) Одноугловая односторонняя гибка с прижимом (без калибровки)
Усилие одноугловой гибки с прижимом Р определяют по формуле (20), где Ризг следует определить по формуле (24):
Усилие изгиба Ризг,Н [2, с.72]:
 (24)
(24)
где k2–коэффициент для одноугловой гибки [2, с.73].
Усилие прижима Q определяют по формуле (22). Зависимость усилия одноугловой гибки от хода пуансона аналогична зависимости на рис. 3.25.
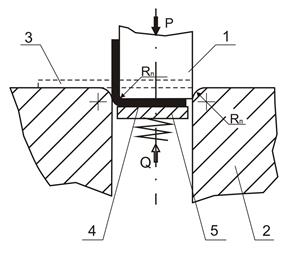
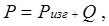
Рис. 3.26 Схема одноугловой гибки с прижимом:
1 – пуансон; 2 – матрица; 3 – заготовка;
4 – деталь; 5 – выталкиватель
Пример. Определить усилие одноугловой гибки полосы размером
3 х 60 мм из стали 3 в штампе с радиусами пуансона и матрицы
R = 3.
По [3, с. 478] определяют δВ для стали 3: δВ = 470 МПа.
По табл. 25 [2, 73] определяют k2 = 0,21.
По формуле (24) определяют Ризг, Н:
Ризг = 60·3·470·0,21 = 17766.
По формуле (20) определяют Р, Н:
Р = 0,3·17766+17766 = 23096.
Ответ: Р = 23,1 кН.
г) Одно – и двухугловая гибка с калибровкой
Рис. 3.27 Одно – и двухугловая гибка с калибровкой:
1 – пуансон; 2 – деталь; 3 – заготовка; 4 – матрица
Усилие одно- и двухугловой гибки Р определяют по формуле
[2, с.72]:
 (25)
(25)
где q – давление калибровки (правки), Н/мм2 [3, с.221];
F – площадь калибруемой заготовки (под пуансон), мм.
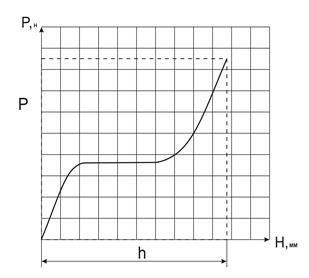
Рис.3.28. Зависимость одноугловой гибки с калибровкой от хода пуансона
Пример. Определить усилие одноугловой гибки полосы размерами
2 х 20 мм из стали 10.
По [3, с.212] определяют q для стали 10: q = 80 Н/мм2
Площадь калибруемой заготовки под пуансоном F, мм2 (при глубине матрицы 7 мм) [2, с.74]:
F = 20·(2·10) = 400.
P = q·F = 400·80 = 32000.
Ответ: Р = 32 кН.
Завивка – листоштамповочная операция, в результате которой происходит образование закругленных бортов на краях плоской заготовки (рис. 3.29)
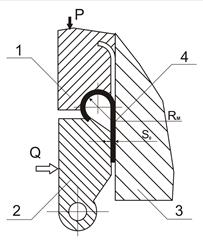
Рис. 3.29. Схема завивки:
1 – матрица; 2 – прижим; 3 – опорная плита; 4 – деталь
Усилие завивки Р определяют по формуле [4, с.97]:
 (26)
(26)
где L ≈ 0,7 Sc/Rм ,
μ – коэффициент трения;
в – ширина заготовки, мм;
Рсд – сила сдвига на единицу ширины полосы [4, с.82].
 (27)
(27)
где е – основание натурального логарифма;
n – показатель упрочнения, равен 1,8;
ρ – радиус кривизны, мм [2, с.53]:
 (28)
(28)
где У – коэффициент расположения нейтрального слоя при закатке [2,с.57].
Пример. Определить усилие закатки дверной петли шириной 50 мм из листовой стали 3 толщиной 2,5 мм и наружным радиусом закругления 10 мм при коэффициенте трения μ = 0,15.
По [3, с.478] определяют δВ для стали 3:
δВ = 470 МПа.
По табл. 17 [2, с.57] определяют У: для R/So = 10/2,5 = 2,1
У = 0,46
По формуле (28) определяют ρ, мм:
ρ = 10 – 0,46·2,5 = 8,85.
По формуле (27) определяют Рсд , Н:
Рсд = 0,5·2,5·470·[0,7·2,72·2,5/(1,8·(8,85+2,5))]1,8 = 42,7.
По формуле (26) определяют Рзав , Н:
Рзав =42,7[sin(0,7·2,5/10)]+0,15(3+cos(0,7·2,5/10)) = 15450.
Ответ: Рзав = 15,45 кН.
Дата добавления: 2015-08-01; просмотров: 3606;