РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Резка – листоштамповочная операция ), в результате которой происходит полное отделение полосы (заготовки) от листопроката по незамкнутому контору путем сдвига (рис. 3.1).
Примечание: Здесь и далее контур рассматривается в плоскости, перпендикулярной направлению движения инструмента.
Листовой материал, как правило, разделяют на гильотинных ножницах. Для уменьшения потребного усилия резки применяют ножницы с наклонными ножами, у которых ножи ставят под некоторым углом наклона  друг к другу.
друг к другу.
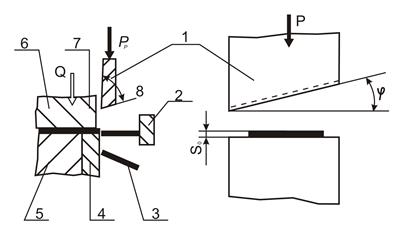
Рис. 3.1. Схема резки на гильотинных и рычажных ножницах:
1 - нож верхний; 2 - упор; 3 - полоса; 4 - нож нижний; 5 - стол ножниц;
6 - листопрокат; 7 - прижим;
S0 – толщина металла;
– угол створа, град;
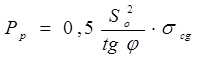
Усилие резки Рр, определяется по формуле [4, с.31], Н:
(1)
где  – сопротивление сдвигу [3, с. 478], МПа;
– сопротивление сдвигу [3, с. 478], МПа;
 – определяют из технической характеристики ножниц, град.
– определяют из технической характеристики ножниц, град.
Усилие прижима Q определяют по формуле [3 , с.57], H.
 (2)
(2)
где gпрж – удельное усилие прижима [3, с. 58], Н/мм2.
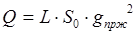
При резке на ножницах с наклонным ножом усилие резки (рис.3.2) носит локальный характер, таким образом, центр приложения его перемещается во время рабочего хода вдоль ножей.
Рис. 3.2 Зависимость локального усилия резки и прижима
на ножницах от хода ножа
Пример.
Определить усилие резки и прижима листовой стали 08кп шириной 1000 мм и толщиной 2мм на гильотинных ножницах с углом створа  .
.
По [3, с. 478] определяем q: q = 15 = H/мм2,
По формуле (1) определяем Рр, Н,
 Н
Н
По формуле (2) определяют Q ,Н:
Q =  = 30000 Н.
= 30000 Н.
Ответ: Рр= 4,76 кН, Q = 30 кН.
Резку рулона на ленты или вырезку криволинейных контуров производят на дисковых ножницах. При этом в зависимости от характера реза различают различные типы ножниц (рис.3.3).
Рис. 3.3 Схемы резки на дисковых ножницах:
а – с параллельными осями; б – с наклонными ножами;
в – с наклонным нижним ножом; г – многодисковые ножницы.
Вертикальную составляющую усилия резки Рр на дисковых ножницах можно определить по формуле [I , с.43]:
 , (3)
, (3)
где R=D/2 – радиус дисковых ножей, мм;
d – величина перекрытия ножей, мм;
На практике усилие резки на дисковых ножницах, как правило, не определяют, так как паспортные данные ножниц регламентируют максимальные размеры и предельный уровень механических свойств разрезаемого материала.
Рис. 3.4 Зависимость усилия резки на дисковых ножницах от рабочей длины реза:
А – величина перемещений разрезаемого материала в зону реза, соответствующая появлению скалывающих напряжений, мм; L – длина ленточного материала, мм
Отрезка – листоштамповочная операция, в результате которой происходит полное отделение заготовки от полосы по незамкнутому контуру путем сдвига (рис. 3.5).
Отрезку, как и последующие разделительные операции, производят преимущественно в штампах, однако при значительных габаритных размерах заготовки отрезку целесообразно производить гильотинных ножницах.
Рис. 3.5 Схема отрезки:
1 - пуансон орезной; 2 - упор; 3 - заготовка; 4 - матрица;
5 - прижим; 6 - полоса.
Усилие отрезки Pотр, определяют по формуле [4 , с.31],Н:
 (4)
(4)
где L – длина реза, мм.
Усилие прижима Q определяют по формуле (2).
При отрезке режущие кромки пуансона и матрицы параллельны, поэтому усилие отрезки (рис. 3.6) развивается по всей длине реза.
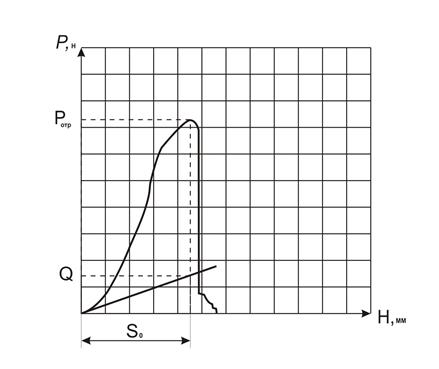
Рис. 3.6 Зависимости усилий отрезки и прижима в штампе от хода пуансона.
Пример. Определить усилие отрезки и прижима в штампе заготовки 100 мм из латуни Л63 толщиной 3мм.
По  ] определением
] определением  для латуни Л63:
для латуни Л63:
= 350 МПа.
По [3, с.58] определяем g: g = 20 Н/мм2.
По формуле (4) определяем Pотр, Н:
P = 100·3·350=105000 Н.
По формуле (2) определяют Q , Q=100·3·20=6000 Н.
Ответ: 
Q = 6 кН.
Разрезка – листоштамповочная операция, в результате которой происходит разделение заготовки на части по незамкнутому контуру путем сдвига (с отходом или без отхода) (рис.3.7)
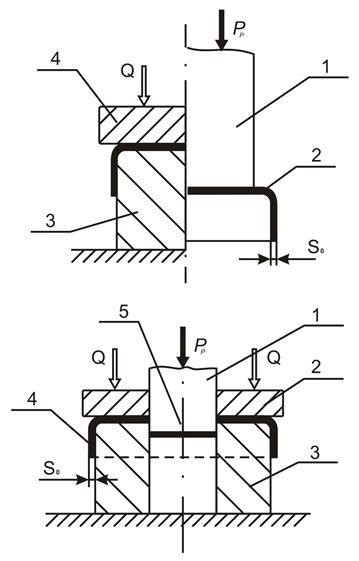
Рис. 3.7. Схема разрезки:
а) без перемычки (отхода); б) с перемычкой (отходом);
1- пуансон; 2 - прижим; 3 - матрица разрезная; 4 - заготовка; 5 – отход
Усилие разрезки Рразр и прижима Qо определяют аналогично усилию отрезки по формуле (4) и формуле (2). Однако, следует учесть, что при определении усилия разрезки с перемычкой (рис.3.7.б) в формуле (4) величина L характеризует сумму всех длин разрезки.
Зависимость усилия разрезки и прижима от хода пуансона имеет вид согласно рис.3.6.
Вырубка - листоштамповочная операция, в результате которой происходит полное отделение заготовки или изделия от исходной заготовки по замкнутому контуру путем сдвига (отделенная часть – изделие), рис.3.8.
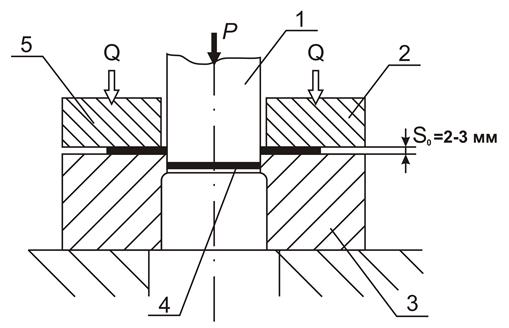
Рис. 3.8 Схема вырубки:
1 – пуансон вырубной; 2 – прижим; 3 – матрица вырубная;
4 – изделие; 5 – полоса
Усилие вырубки Рв круга определяется по формуле [4, с.31]
 , (5)
, (5)
где D – диаметр изделия, мм.
Усилие вырубки контура, отличного от круга, определяют по формуле (4). При этом следует иметь ввиду, что величина L характеризует периметр вырубаемого контура.
Пример. Определить усилие вырубки пятака Ø90 мм из бронзы БрА7 толщиной 6мм.
По [3, с.478] определяем  для бронзы БрА:
для бронзы БрА:
σсд = 650 МПа.
По формуле (4) определяют Р, Н:
Pв=3,14·90·6·650=1102699 Н.
Усилие прижима Q, определяют по формуле (2).
После достижения наибольшего технологического усилия по ходу пресса происходит его падение, и деталь проталкивается через матрицу с усилием проталкивания Рпрот, Н, [3, с.60].
 , (6)
, (6)
где Кпрот – коэффициент проталкивания [3, с. 60].
Аналогично, для преодоления сил трения отхода по пуансону требуется усилие снятия Рсн, Н, [3, с.60].
 , (7)
, (7)
где Ксн– коэффициент снятия [3 , с.60].
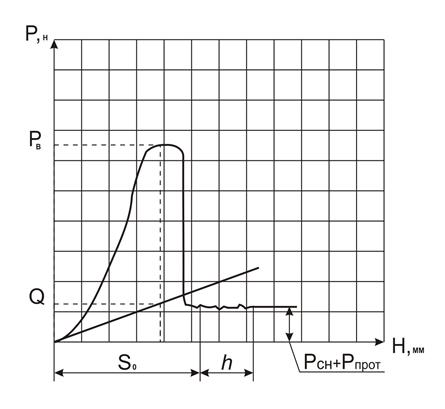
Рис. 3.9 Зависимость усилий вырубки и прижима от хода пуансона.
h – величина рабочего хода пуансона, необходимая для проталкивания детали через матрицу (равна рабочему пояску матрицы. мм.)
Пример.
Определить силовые параметры вырубки пятака Ø90 мм на бронзы БрА7 толщиной 6мм.
По [3, с.481] определяют для бронзы БрА7: = 650 МПа.
По формуле (5) определяют  , Н:
, Н:
 Н
Н
По [3, с.58] определяют  Н/мм2.
Н/мм2.
По формуле (2) определяют Q, Н:

По [3 ,с.60] определяют Ксн и Кпрот:
Ксн = 0,04; Кпрот =0,05.
По формуле (6) определяют Рпрот, Н:
 .
.
По формуле (7) определяют Рсн, Н:
 .
.
Ответ: Рв=11027 кН; Q=42.4 кН; Рпрот,=55,1 кН; Рсн=44,1 кН.
Надрезка – листоштамповочная операция, в результате которой происходит неполное отделение части заготовки или детали путем сдвига (рис. 3.10).
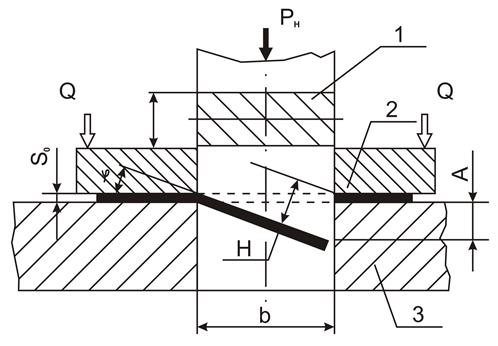
Рис. 3.10. Схема надрезки:
1 – пуансон; 2 – заготовка; 3 – матрица; с – ширина пуансона;
в – длина надрезки
Усилие надрезки Рн, H определяют по формуле [4 ,с.3]
 , (8)
, (8)
k = 0,4 – 0,6 для Н =  ;
;
k = 0,2 – 0,4 для Н =  .
.
При определении усилия надрезки в формуле (8) величина характеризует периметр сдвига:
L = C + 2B. (9)
где В – длина надреза, мм;
С – ширина надреза, мм.
Усилие прижима Q при надрезке определяют по формуле (2).
Усилия снятия Рсн и проталкивания Рпрот определяют по формуле (7) и (6) соответственно, Н.
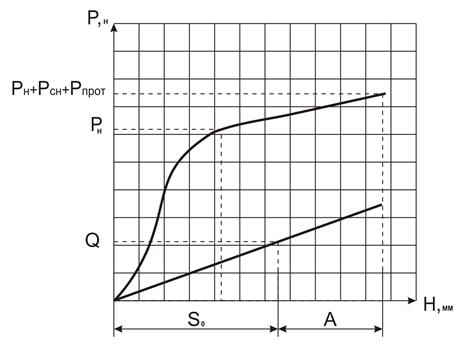
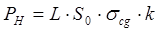
Рис. 3.11. Зависимости усилий надрезки и прижима от хода пуансона
А – величина углубления выступающей кромки пуансона в матрицу, мм.
Пример. Определить усилие надрезки прямоугольного према размерами 10х20 мм в заготовке из листового мельхиора МН19 толщиной 0,5 мм. Угол скоса пуансона  , длина скоса 20 мм.
, длина скоса 20 мм.
По [3 , с.481] определяют  для мельхиора МН19:
для мельхиора МН19:  = 340 МПа.
= 340 МПа.
По формуле (9) определяют L, мм: L =  = 50 мм.
= 50 мм.
Затем определяют величину Н, мм.
Рис. 3.12 Схема для определения величины Н
Величина малого катета А, мм (треугольника MNL) равна величине углубления выступающей кромки пуансона в матрицу:
 ,
,
где угол  .
.
Величина большого катета Н, мм (малого треугольника NLK):

По формуле (8) определяем  , Н:
, Н:
 .
.
Ответ: P = 3,4 кН.
Проколка – листоштамповочная операция, в результате которой происходит образование в заготовке или детали отверстия удаления металла в отход (рис.3.13)
Усиление проколки Рпрок определяют по формуле [1 , с.184]
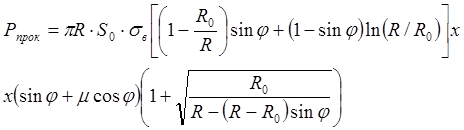 . (10)
. (10)
где  - радиус образовавшегося в результате нарушения сплошности материала отверстия в заготовке в «пиксовый» момент проколки, мм;
- радиус образовавшегося в результате нарушения сплошности материала отверстия в заготовке в «пиксовый» момент проколки, мм;
 - радиус образующегося в результате проколки борта, мм;
- радиус образующегося в результате проколки борта, мм;
 - радиус закругления матрицы, мм;
- радиус закругления матрицы, мм;
 - радиус пуансона, мм;
- радиус пуансона, мм;
 - коэффициент трения;
- коэффициент трения;
 - угол наклона образующей пуансона, град.
- угол наклона образующей пуансона, град.
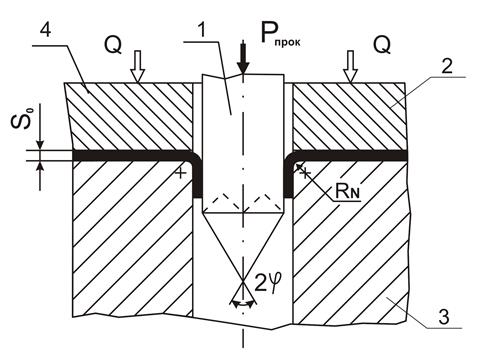
Рис. 3.13. Схема проколки
Усиление прижима определяют по формуле (2).
Пример. Определить усилие проколки отверстия диаметром 14мм в лисовом монеле НМХМц 28-2,5-1,5 толщиной 2мм. Радиус матрицы 1мм и угол конусности пуансона  . Коэффициент трения 0,15.
. Коэффициент трения 0,15.
По [3 ,с.481] определяет  для монеля НМХМц 28-2,5-1,5:
для монеля НМХМц 28-2,5-1,5:  =580 МПа.
=580 МПа.
По формуле (10) определяют Рпрок Н:
 .
.

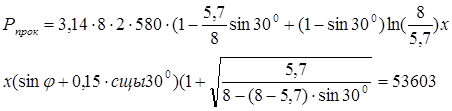 .
.
Ответ: Рпрок=53,5 кН.
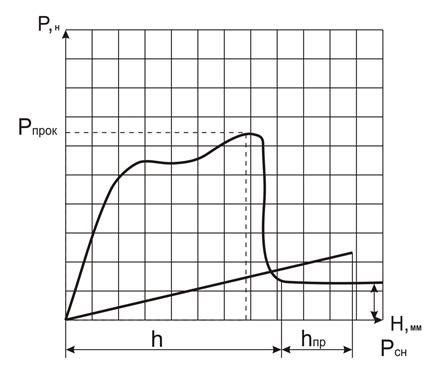
Рис. 3.14, Зависимость усилия проколки от хода пуансона
Пробивка – листоштамповочная операция, в результате которой происходит образование отверстия или паза путем сдвига с удалением отдельной части металла в отход (рис.3.15).
Усилие пробивки Рпр определяют по формуле (4), в которой величина пробиваемого отверстия L, мм характеризует периметр пробиваемого отверстия.
Пример. Определить усилие пробивки отверстия размерами 12 х 28 мм в листовом никеле НЗМ толщиной 5мм.
По [3 , с.461] определяют  = 350 МПа
= 350 МПа
По формуле (4) определяют P,Н :
Р =  = 588000.
= 588000.
По [3, с.58] определяют 
По формуле (2) определяют Q, H:  .
.
По [3 ,с.60] определяют Ксн и  ;
;
 = 0,05.
= 0,05.
По формуле (6) определяют  , Н:
, Н:
 .
.
По формуле (7) определяют  : =
: =  =29000.
=29000.
Ответ: Р=588 кН; Q=42 кН; =29 кН; =23,2 кН.
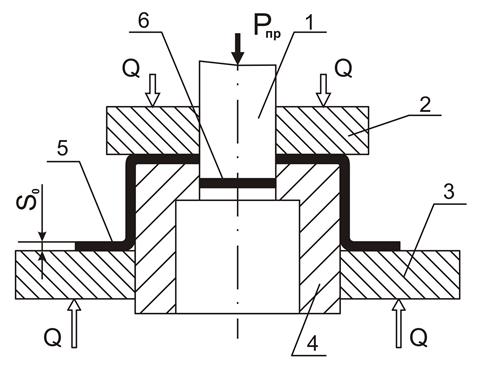
Рис. 3.15. Схема пробивки:
1-пуансон; 2-прижим; 3-съемник; 4-матрица; 5-изделие; 6-отход
Для уменьшения технологического усилия при вырубке-пробивке преимущественно толстого материала >(6-8) мм или деталей больших размеров (А х Б) > 80 – 100 мм применяют рабочий инструмент (матрицы, пуансоны) со скошенными режущими кромками.
При вырубке деталей пуансон должен быть плоским, а скос выполняют на матрице. Изделие получается плоское, а отход изогнутым. Скос должен быть двусторонним и симметричным относительно центра давления штампа (рис. 3.16а и 3.16б).
При пробивке отверстий матрица должна быть плоской, а скос выполняют на пуансоне, вследствие чего деталь остается плоской, изгибается же отход (рис. 3.16в,3.16г и 3.16д).
Односторонний скос режущих кромок применяют лишь при надрезке с отгибкой (рис.3.16). В других случаях односторонние скосы делать не рекомендуется. Применяемые величины двусторонних скосов приведены в [3 ,с.60].
Усилие вырубки-пробивки со скосом режущих кромок определяют в зависимости от типа скоса:
I – общий случай вырубки со скосом режущих кромок (рис. 3.16а, 3.16б, 3.16в, 3.16г, 3.16д), [2 ,с.19].
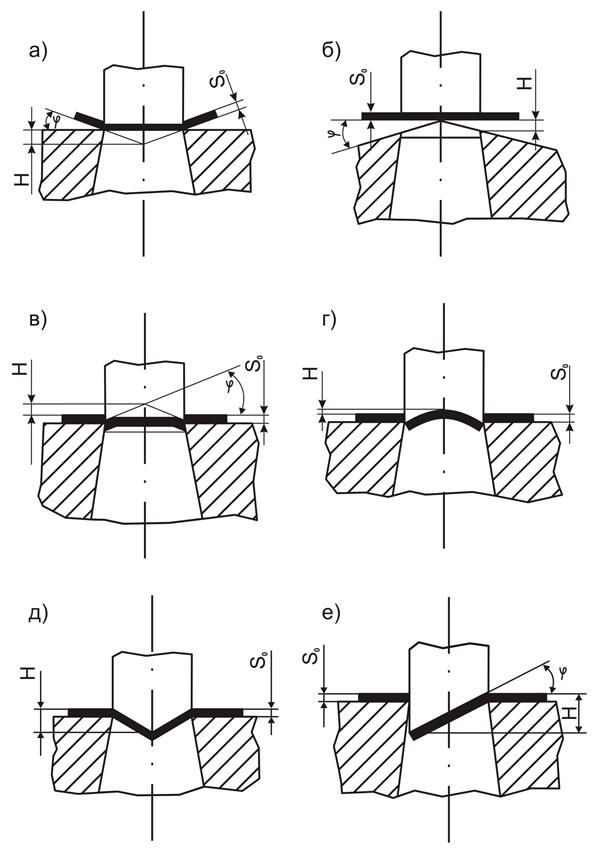
Рис. 3.16. Схемы вырубки-пробивки со скосом режущих кромок:
а, б – скос на матрице;
в - е – скос на пуансоне
 (11)
(11)
где k – коэффициент формы; при Н =S; k=0,4-0,,6;
при Н=2S$ k=0,2-0,4.
II – прямоугольная вырубка с двусторонним скосом режущих кромок (рис. 3.16а и 3.16б), [2 ,с.19].
 , для Н > S (12)
, для Н > S (12)
 , для Н = S, (13)
, для Н = S, (13)
где А и В – длина и ширина прямоугольной вырубки, мм.
III – квадратная вырубка с четырехсторонним скосом (рис. 3.16в) [2,с.19].
 , (14)
, (14)
где k – коэффициент формы, аналогичный для случая I.
IV – круглая вырубка с двусторонним скосом (рис. 3.16а, 3.16б и 3.16в), [2, с.19].
 , (15)
, (15)
где d – диаметр вырубки, мм.
Обрезка – листоштамповочная операция, в результате которой поисходит удаление излишков металла (припусков, облоя) путем сдвига (рис. 3.17).
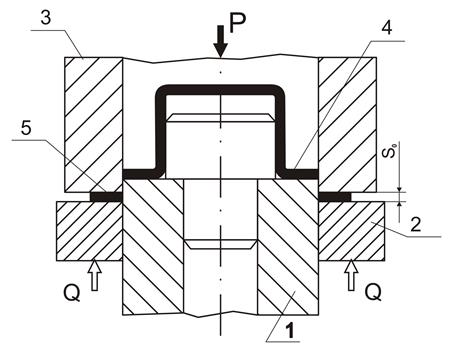
Рис. 3.17. Схема обрезки
1-пуансон; 2-съемник; 3-матрица; 4-изделие; 5-облой
Усилия обрезки Р; прижима Q ; усилия снятия  и проталкивания
и проталкивания  определяют по формулам (4), (2), (6), (7).
определяют по формулам (4), (2), (6), (7).
Просечка – листоштамповочная операция, в результате которой происходит образование отверстия в заготовке путем внедрения в нее инструмента с удалением части материала в отход (рис. 3.18).
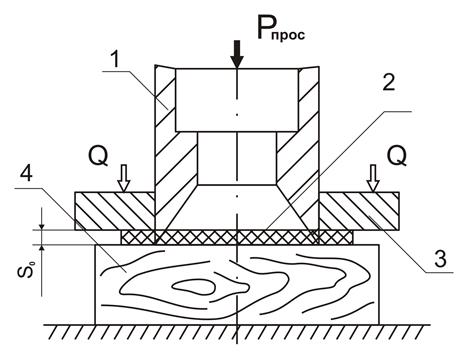
Рис. 3.18. Схема просечки
1-пуансон; 2-отход; 3-изделие; 4-прокалка
Усилие просечки  определяют по формулам (11) – (15) аналогично усилию пробивки со скосом режущих кромок. Сопротивление сдвигу определяют по [4 ,с.316]. При определении усилия прижима Q по формуле (2) давление прижима выбирают в зависимости от толщины штампуемого материала:
определяют по формулам (11) – (15) аналогично усилию пробивки со скосом режущих кромок. Сопротивление сдвигу определяют по [4 ,с.316]. При определении усилия прижима Q по формуле (2) давление прижима выбирают в зависимости от толщины штампуемого материала:
S , мм g , МПа
до 1,0 10
до 2,0 15
до 3,0 20.
Высечка – листоштамповочная операция, в результате которой происходит полное отделение заготовки или изделия по замкнутому контуру путем внедрения инструмента в материал исходной заготовки (рис. 3.19).
Усилие высечки  определяют по тем же формулам, что и для просечки.
определяют по тем же формулам, что и для просечки.
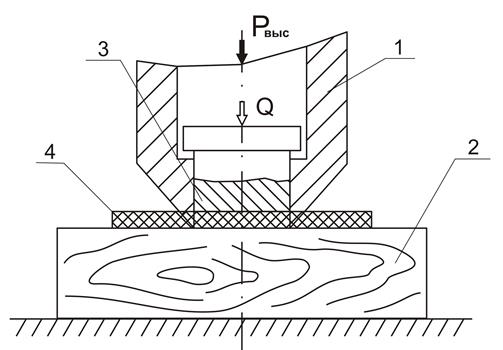
Рис. 3.19. Схема высечки:
1-пуансон; 2-подкладка; 3-изделие; 4-отход
Зачистка – листоштамповочная операция, в результате которой происходит удаление технологических припусков с помощью штамповки с образованием стружки для повышения точности размеров и уменьшения шероховатости зачищаемых поверхностей (рис. 3.20).
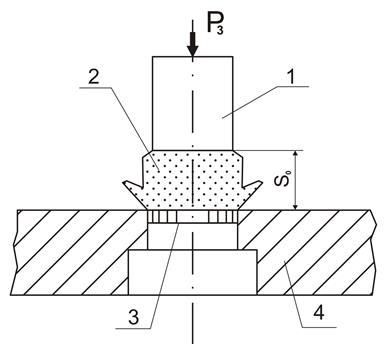
Рис. 3.20 Схема зачистки:
а – схема зачистки наружного контура;
б – схема зачистки отверстия
Продолжение рис. 3.20
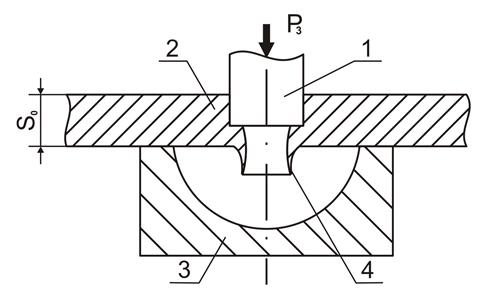
1 – пуансон; 2 – деталь; 3 – матрица; 4 – стружка
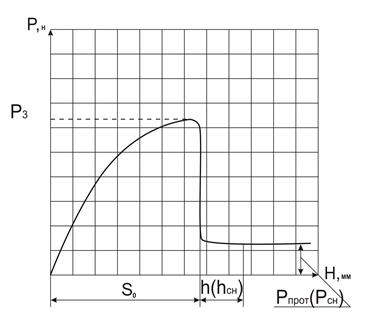
Рис. 3.21. Зависимость усилия зачистки от хода пуансона
h np (h cm) – рабочий ход пуансона, необходимый для проталкивания (равен высоте рабочего пояска матрицы, мм)
Усилие зачистки P3 определяют по формуле [2, с.43]
 (18)
(18)
где δ – двусторонний припуск на зачистку, мм [2, с.42]
L – периметр зачищаемого контура, мм.
Усилие проталкивания Рпрот и Рсн определяют по формулам (6), (7). При этом следует заменить усилие вырубки на усилие зачистки.
Дата добавления: 2015-08-01; просмотров: 3488;