Этапы становления автоматизированных систем проектирования
Возникновение и формирование концепции АС проектирования происходило постепенно. Вначале были автоматизированы чертежные работы, очень трудоемкая часть процесса проектирования. В результате улучшились условия труда проектировщика, увеличилось время на творческую работу, однако полной автоматизации, улучшающей процесс проектирования, не получилось. Одновременно в практику инженерных расчетов широко внедрялись компьютеры. С применением компьютеров существенно усовершенствовались процедуры проектных расчетов, свелись к минимуму возможные ошибки, повысилась общая культура проектирования, появились специализированные методы расчета, ориентированные главным образом на компьютеры (имитационное моделирование, метод конечных элементов и др.).
На следующем этапе созданы автоматизированные рабочие места (АРМ), т. е. у проектировщика появился новый инструмент, позволяющий выполнять оперативно те или иные расчеты, вести графическое представление исходной информации и результатов проектирования. Однако АРМ — это лишь часть системы автоматизированного проектирования.
Далее появились системы проектирования, включающие в себя системы расчета и инженерного анализа — системы CAE (Computer Aided Engineering).
В настоящее время выделяют системы функционального, конструкторского и технологического проектирования. Первые из них называют системами расчетов и инженерного анализа или системами CAE. Системы конструкторского проектирования называют системами CAD (Computer Aided Design). Проектирование технологических процессов составляет часть технологической подготовки производства и выполняется в системах CAPP (Computer Aided Process Planning).
Современные системы CAD с трехмерным моделированием и мощные системы CAE обеспечивают возможность обнаружения и устранения ошибок на ранних стадиях проектирования.
При создании САПР и их составных частей руководствуются следующими основными принципами: системного единства; совместимости; типизации; развития ГОСТ 23501.101—87.
Принцип системного единства — это целостность системы и системной связности проектирования отдельных элементов и всего объекта проектирования в целом (иерархичность проектирования).
Системное единство САПР связано с наличием взаимосвязанных моделей, определяющих объект проектирования в целом, а также комплекса системных интерфейсов, обеспечивающих указанную взаимосвязь.
Системное единство внутри проектирующих подсистем — это наличие единой информационной модели той части объекта, проектное решение с использованием которой должно быть получено в данной подсистеме.
Тема 2. ОСНОВЫ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
2.1. Автоматическое управление
2.2. Особенности устройства и конструкции станков с числовым программным обеспечением
2.3. Функциональные составляющие (подсистемы) ЧПУ
2.1. Автоматическое управление
На сегодняшний день практически каждое предприятие, занимающееся механической обработкой, имеет в своем распоряжении станки с числовым программным управлением (ЧПУ). Станки с ЧПУ выполняют все те же функции, что и обычные станки с ручным управлением, однако перемещения исполнительных органов этих станков управляются электроникой. В чем же основное преимущество станков с ЧПУ и почему все большее число заводов предпочитает вкладывать деньги именно в современное оборудование с автоматическим управлением, а не покупать относительно дешевые универсальные станки?
Первым очевидным плюсом от использования станков с ЧПУ является более высокий уровень автоматизации производства. Случаи вмешательства оператора станка в процесс изготовления детали сведены к минимуму. Станки с ЧПУ могут работать практически автономно, день за днем, неделю за неделей, выпуская продукцию с неизменно высоким качеством. При этом. главной заботой станочника-оператора являются в основном подготовительно-заключительные операции: установка и снятие детали, наладка инструмента и т.д. В результате один работник может обслуживать сразу несколько станков.
Вторым преимуществом является производственная гибкость. Это значит, что для обработки разных деталей нужно всего лишь заменить программу. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз.
Третьим плюсом является высокая томность и повторяемость обработки. По одной и той же программе вы сможете изготовить с требуемым качеством тысячи практически идентичных деталей. Ну и наконец, числовое программное управление позволяет обрабатывать такие детали, которые не возможно изготовить на обычном оборудовании. Это детали со сложной пространственной формой, например, штампы и пресс-формы.
Стоит отметить, что сама методика работы по программе позволяет более точно предсказывать время обработки некоторой партии деталей и соответственно более полно загружать оборудование.
Станки с ЧПУ стоят достаточно дорого и требуют больших затрат на установку и обслуживание, чем обычные станки. Тем не менее, их высокая производительность легко может перекрыть все затраты при грамотном использовании и соответствующих объемах производства.
Числовое программное управление - это автоматическое управление станком при помощи компьютера (который находится внутри станка) и программы обработки (управляющей программы). До изобретения ЧПУ управление станком осуществлялось вручную или механически.
Осевыми перемещениями станка с ЧПУ руководит компьютер, который читает управляющую программу (УП) и выдает команды соответствующим двигателям. Двигатели заставляют перемещаться исполнительные органы станка - рабочий стол или колонну со шпинделем. В результате производится механическая обработка детали. Датчики, установленные на направляющих, посылают информацию о фактической позиции исполнительного органа обратно в компьютер. Это называется обратной связью. Как только компьютер узнает о том, что исполнительный орган станка находится в требуемой позиции, он выполняет следующее перемещение. Такой процесс продолжается пока чтение управляющей программы не подойдет к концу.
2.2. Особенности устройства и конструкции станков с числовым
программным обеспечением
Фрезерные станки с ЧПУ можно классифицировать по различным признакам: по положению шпинделя (вертикальные или горизонтальные), по количеству управляемых осей или степеней свободы (2, 3, 4 или 5 осей), по точности позиционирования и повторяемости обработки, по количеству используемого инструмента (одно- или многоинструментальные) и т д.
Рассмотрим общую конструкцию вертикально-фрезерного станка с ЧПУ, который является наиболее универсальным и востребованным для любого типа производства. Станина предназначена для крепления всех узлов и механизмов станка. Рабочий стол может перемещаться в продольном (влево/вправо) и поперечном (вперед/назад) направлениях по направляющим. На рабочем столе закрепляют заготовки и различные технологические приспособления. Для этого на столе имеются специальные Т-образные пазы. Шпиндель предназначен для зажима режущего инструмента и придания ему вращения. Шпиндель закреплен на колонне, которая может перемещаться в вертикальном направлении (вверх/вниз). От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависят точность и качество обработки. Таким образом, рассматриваемый станок является 3-х осевым.
Защитные кожухи необходимы для обеспечения безопасности. Они защищают оператора станка от летящей стружки и смазывающе-охлаждающей жидкости (СОЖ), которая подается в зону обработки под давлением. Дверца обеспечивает доступ в рабочую зону станка. В магазине инструментов барабанного типа находится набор режущих инструментов. При этом взятие необходимого инструмента и фиксация его в шпинделе обеспечивается устройством автоматической смены инструмента и производится по определенной команде управляющей программы.
2.3. Функциональные составляющие (подсистемы) ЧПУ
Для того чтобы сделать из обычного станка с ручным управлением станок с ЧПУ необходимо внедрить определенные компоненты в его конструкцию. Не достаточно просто подключить станок к компьютеру, чтобы он работал по программе - необходимо модернизировать механическую и электронную "начинку" станка. Давайте посмотрим, как устроена система ЧПУ (СЧПУ) на большинстве современных станков.
Условно СЧПУ можно разделить на три подсистемы: 1) подсистему управления; 2) подсистему приводов; 3) подсистему обратной связи.
1. Подсистема управления. Центральной частью всей СЧПУ является подсистема управления. С одной стороны она читает управляющую программу и отдает команды различным агрегатам станка на выполнение тех или иных операций. С другой стороны взаимодействует с человеком, позволяя оператору станка контролировать процесс обработки.
Сердцем подсистемы управления является контроллер (процессор), который обычно расположен в корпусе стойки ЧПУ. Сама стойка имеет набор кнопок и экран (все вместе называется пользовательским интерфейсом) для ввода и вывода необходимой информации.
Системы управления могут быть как закрытыми, так и открытыми, ПК - совместимыми. Закрытые системы управления имеют собственные алгоритмы и циклы работы, собственную логику. Производители таких систем, как правило, не распространяют информацию об их архитектуре. Скорее всего, вы не сможете самостоятельно обновить программное обеспечение и редактировать настройки такой системы. У систем закрытого типа есть важное преимущество - они, как правило, имеют высокую надежность, так как все компоненты системы прошли тестирование на совместимость.
2. Подсистема приводов включает в себя различные двигатели и винтовые передачи для окончательного выполнения команд подсистемы управления - для реализации перемещения исполнительных органов станка.
Важными компонентами подсистемы приводов являются высокоточные ходовые винты.
Усовершенствованный ходовой винт станка с ЧПУ позволяет выполнять перемещение исполнительного органа с минимальным трением и практически без люфтов. Устранение люфта очень важно по двум причинам. Во-первых, это необходимо для обеспечения сверхточного позиционирования. Во-вторых, только при соблюдении этого условия возможно нормальное попутное фрезерование.
Второй составляющей подсистемы является двигатель (а точнее - несколько двигателей). Вращение вала двигателя приводит к повороту высокоточного ходового винта и линейному перемещению рабочего стола или колонны. В конструкции станков используются шаговые электродвигатели и серводвигатели.
Шаговый электродвигатель - это электромеханическое устройство, преобразующее электрический сигнал управления в дискретное механическое перемещение. Существует несколько основных видов шаговых двигателей, отличающихся конструктивным исполнением:
1) шаговые двигатели с переменным магнитным сопротивлением;
2) шаговые двигатели с постоянным магнитным сопротивлением;
3) гибридные двигатели.
Принцип работы у всех этих двигателей примерно одинаков и достаточно прост.
Большинство современных шаговых электродвигателей являются гибридными, то есть сочетают достоинства двигателей с переменным магнитным полем и двигателей с постоянными магнитами, имеют гораздо большее число полюсов статора и зубьев ротора, что обеспечивает меньший шаг вращения.
Когда подсистема управления посылает шаговому двигателю электрический импульс, то происходит поворот на определенный угол, который зависит от конструкции двигателя (например, 0.7 град.). Если ходовой винт имеет шаг 1 мм, то один импульс заставит исполнительный орган станка линейно переместиться на 0.7/360 X 1=0.0019 мм. Эта величина называется разрешением системы илиценой импульса. Нельзя переместить исполнительный орган на величину меньшую, чем разрешение системы. Таким образом, вы видите, что существует прямая взаимосвязь между двигателем, ходовым винтом и точностью перемещений станка.
3. Подсистема обратной связи (рис. 2.1) главным образом призвана обеспечивать подсистему управления информацией о реальной позиции исполнительного органа станка и о скорости двигателей. Подсистема обратной связи может быть открытого или замкнутого типа.
Системы открытого типа регистрируют наличие или отсутствие сигнала из подсистемы управления. К сожалению, они не могут дать информации о реальной позиции исполнительного органа и скорости двигателей, поэтому в современных станках с ЧПУ практически не используются.
Системы замкнутого типа используют внешние датчики для проверки необходимых параметров.
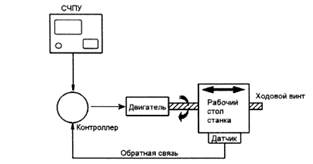
Рис.2.1. Схема обратной связи на станке с ЧПУ
Как правило, в станках с ЧПУ для определения положения и состояния исполнительных органов используются два типа датчиков: линейные датчики положения и вращающиеся датчики положения.
Вращающийся датчик положения крепится на валу двигателя и позволяет определять его угловое положение. Этот датчик состоит из источника света, оптического датчика (приемника) и диска с маленькими радиальными прорезями (растрами). Растровый диск укреплен на валу, источник света и оптический датчик находятся с разных сторон от диска.
Все вращающиеся датчики имеют один существенный недостаток. Так как они устанавливаются непосредственно на валу двигателя, то не могут напрямую измерить линейное положение исполнительного органа станка. Они дают рассчитанное положение, основанное на данных о шаге ходового винта, и в высокоточных станках для определения линейного положения не применяются. Их можно использовать в конструкции шпинделя для определения числа оборотов при вращении и для нахождения его углового положения.
Линейные датчики положения используются практически во всех современных станках с ЧПУ для точного определения абсолютной или относительной позиции исполнительных органов. Датчики содержат два взаимосвязанных узла, растровую шкалу и считывающую головку. Растровая шкала, расположенная вдоль направляющих, представляет собой линейку с маленькими прямоугольными прорезями (растрами). Считывающая головка, перемещающаяся вместе с исполнительным органом станка, состоит из осветителей, фотоприемников и индикаторной пластины. Причем осветители и индикаторная пластина находятся с одной стороны от растровой шкалы, а фотоприемники с другой.
На индикаторной пластине так же присутствует два растровых участка со смещенным шагом для формирования двух сигналов. Когда считывающая головка перемещается вдоль растровой шкалы, то световые сигналы от осветителей проходят через индикаторную пластину, затем через шкалу и регистрируются фотоприемниками. Полученные сигналы дают возможность определить величину и направление перемещения.
Тема 3. ВВЕДЕНИЕ В ПРОГРАММИРОВАНИЕ ОБРАБОТКИ
3.1. Прямоугольная система координат
3.2. Написание простой управляющей программы
Дата добавления: 2015-08-01; просмотров: 1177;