Технический паспорт вагона
Каждый вагон должен иметь свой технический паспорт, содержащий все важнейшие данные и эксплуатационные характеристики вагона. В паспорт вносятся:
1.Наименование завода - изготовителя
2.Дата постройки и начало эксплуатации
3.Модель
4.Даты, виды и место проведения всех ремонтов
5.Технические данные
6.Точный вес тары
7.Данные о замене основных узлов и модернизации оборудования вагона, а также все конструктивные изменения
8.Общий километраж пробега по нарастающей
Технический паспорт является совокупным документом, состоящим из отдельных паспортов на следующие узлы:
1.Кузов вагона
2.Тележки
3.Колесные пары
4.Тяговые двигатели
5.Основные механические, пневматические и электрические приборы
Техпаспорт вагона хранится в техотделе депо приписки. Без техпаспорта, а также паспортов на его оборудование эксплуатация вагона запрещается.
Кузов вагона 81 – 717(714)
Кузов предназначен для размещения и перевозки пассажиров, а также для размещения подвагонного и внутривагонного оборудования.

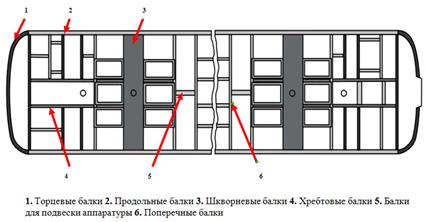 Рама кузова вагона выполнена сварной. Рама (рис.1) состоит из двух продольных балок, составляющих вместе с торцевыми балками замкнутый контур (нижний обвязочный пояс кузова), набора из 13 поперечных балок, а также двух шкворневых и четырех хребтовых балок.
Рама кузова вагона выполнена сварной. Рама (рис.1) состоит из двух продольных балок, составляющих вместе с торцевыми балками замкнутый контур (нижний обвязочный пояс кузова), набора из 13 поперечных балок, а также двух шкворневых и четырех хребтовых балок.
Нижний обвязочный пояс кузова изготавливается из отдельных швеллеров высотой 180 мм, с шириной горизонтальных полок 70 мм. толщиной 6 мм. которые сварены в стык электродуговой сваркой. В боковых поясах предусмотрены овальные отверстия для приварки наружной обшивки стен.
Поперечные балки дополнительно имеют овальные отверстия для монтажа трубопроводов и прокладки кондуитов с проводами.
Шкворневые балки сваривают из двух вертикальных листов толщиной 8 мм, и двух горизонтальных листов толщиной 10 мм, дополнительно в местах установки пятника и скользунов имеются ребра жесткости.
Хребтовые балки выполнены из гнутого швеллера 180 мм, в средней части к ним приваривают специальные косынки из листа толщиной 6 мм, между которыми находятся гнезда сварной конструкции с шаровыми подшипниками ШСЛ-60 К для автосцепного устройства. На вагонах Е хребтовые балки расположены не параллельно друг другу. Гнезда автосцепок выполнены литыми и вклепаны в балки.
Для крепления оборудования на раме имеются дополнительные балки и кронштейны.
Боковые стены кузова собирают из вертикальных стоек, подоконных балок, верхнего обвязочного пояса и обшивочных листов толщиной 2 мм. Для увеличения продольной жесткости в подоконных и надоконных частях сделаны гофры (до 1980-1985 г. две гофры и после три гофры).
По всей длине кузова расположен гофрированный стальной настил толщиной 1,4 мм, который приваривают к раме электроконтактной сваркой.
Лобовая часть кузова состоит из штампованного сварного каркаса толщиной 3,9 мм. Для соединения лобовой части кузова к раме кузова при помощи сварки имеются вертикальные ребра толщиной 12 мм. Концевая часть состоит из вертикальных стоек, надоконного пояса и обшивочных листов 2 мм.
Крыша выполнена из омегообразных (Ω) дуг соединенных между собой стрингерами и верхняя часть имеет продольные гофры. Вся конструкция опирается на верхние боковые пояса кузова.

 Для отделения кабины управления от салона (81-717) установлена двойная перегородка (рис.2), каркас перегородки состоит из стальных профилей и стальных листов, все металлические поверхности обклеены асбестовыми листами и покрыты огнестойкой эмалью. В перегородке со стороны салона слева имеется створчатая дверь для прохода в кабину. С правой стороны находится аппаратный отсек для размещения аппаратуры АРС и радиооборудования, который закрыт двумя створками, навешанными на петлях.
Для отделения кабины управления от салона (81-717) установлена двойная перегородка (рис.2), каркас перегородки состоит из стальных профилей и стальных листов, все металлические поверхности обклеены асбестовыми листами и покрыты огнестойкой эмалью. В перегородке со стороны салона слева имеется створчатая дверь для прохода в кабину. С правой стороны находится аппаратный отсек для размещения аппаратуры АРС и радиооборудования, который закрыт двумя створками, навешанными на петлях.
Дата добавления: 2015-07-30; просмотров: 1869;