Используемой настройке оборудования (заданного центра рассеяния)
Примечание. В рассматриваемом здесь общем случае среднее значение  не совпадает с серединой поля допуска на данную характеристику x0 = (x1+x2)/2:
не совпадает с серединой поля допуска на данную характеристику x0 = (x1+x2)/2:  ≠
≠  .
.
2.1. Открыть функцию НОРМРАСП (рис. 4.1).
Рис. 4.1. Аргументы функции НОРМРАСП
2.2. Подставить в «окна» аргументов:
– величины границ допуска на эту характеристику качества (по очереди) в аргумент «x»;
– стандартное отклонение характеристики качества (аргумент «Стандартное_откл»);
– среднее значение характеристики качества (аргумент «Среднее»);
– любое значение кроме нуля в аргумент «Интегральная».
Примечание. Аргумент «Интегральная» определяет «направление» расчёта (плотности распределения f или интегральной функции F).
После нажатия «ОК» будет рассчитана интегральная функция нормального распределения для соответствующей границы допуска, иначе – вероятность попадания значения в пределы, ограниченные –∞ и соответствующей границей допуска, как показано на рис. 4.2.
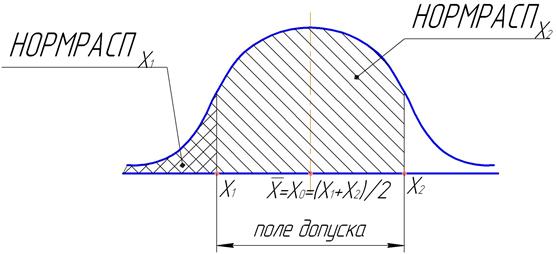
Рис. 4.2 Схема расчёта интегральной функции нормального распределения для нижней (x1), верхней (x2) границы допуска и вероятности «попадания» в поле допуска
для случая, когда центр настройки (можно считать, что он приблизительно идентичен
центру рассеяния  ) совпадает с серединой поля допуска x0 = (x1+ x2)/2
) совпадает с серединой поля допуска x0 = (x1+ x2)/2
2.3. При вычитании из интегральной функции, рассчитанной для верхней границы допуска, интегральной функции, рассчитанной для нижней границы допуска, будет получена вероятность попадания характеристики качества (в нашем случае – размера детали) в пределы поля допуска (см. площадь, заштрихованную в одну сторону на рис. 4.2).
2.4. Систематизировать полученные результаты расчётов по п. п. 1.2–2.3 в рамках таблицы Excel, как показано в табл. 4.1.
Таблица 4.1
Результаты вероятностных расчетов попадания размера детали в пределы границ допуска – суммарного % годной продукции
(порядок представления)
Оценка среднего значения 
|
Оценка стандартного отклонения единичного значения 
|
| Вероятность выхода за нижнюю границу допуска (получения размера детали меньшего, чем нижняя граница допуска) |
| Вероятность получения размера детали меньшего, чем верхняя граница допуска |
| Вероятность попадания размера в пределы поля допуска (суммарный % годной продукции) |
Дата добавления: 2015-07-30; просмотров: 683;