Середины допуска на вероятность получения годной продукции
Примечание. Задача решается путём перемещения центра настройки в середину поля допуска, виртуальной обработки сотни деталей по новой настройке. Пересчёт вероятности получения годной продукции осуществляется путём определения интегральных функций для верхней и нижней границ допуска и разницы между ними, см. п. 2 и рис. 4.2
3.1. Ответить на вопрос: влияет ли, по Вашему мнению, положение центра настройки (иначе – центра рассеяния характеристики качества) относительно границ допуска на вероятность получения годной продукции, и если влияет, то при каком положении центра настройки вероятность получения годной продукции будет максимальна. Для этого мысленно перенести границы поля допуска x1 и x2 относительно кривой плотности нормального распределения и оценить, уменьшится или увеличится заштрихованная в одну сторону площадь, ограниченная значениями границ поля допуска x1 и x2, см. рис. 4.2.
3.2. Рассчитать середину поля допуска x0= (x1+ x2)/2.
3.3. С целью моделирования производства деталей при настройке, когда центр рассеяния характеристики качества расположен посередине поля допуска, открыть инструмент анализа данных «Генерация случайных чисел» для нормального распределения (рис. 4.3).
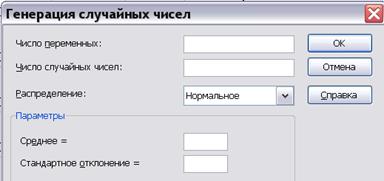
Рис. 4.3. Инструмент анализа данных «Генерация случайных чисел»
3.4. Для одной переменной (аргумент «Число переменных») сгенерировать не менее 100 случайных чисел  , понимая под ними характеристику качества (например, размер) деталей, обработанных по новой настройке. (Такое достаточно большое количество «сгенерированных» чисел необходимо, чтобы вновь определённое по п. 3.5 среднее их значение
, понимая под ними характеристику качества (например, размер) деталей, обработанных по новой настройке. (Такое достаточно большое количество «сгенерированных» чисел необходимо, чтобы вновь определённое по п. 3.5 среднее их значение  мало отличалось от середины поля допуска x0, определённого по п. 3.2.) Для этого подставить в параметры их распределения, см. рис. 4.3, «Стандартное отклонение», рассчитанное по п. 1.2 (точность оборудования не изменилась), а за «Среднее» взять середину поля допуска x0= (x1+ x2)/2. Таким образом, будет смоделировано производство новых деталей с той же точностью, но по новой настройке, при которой центр рассеяния характеристики качества расположен посередине поля допуска.
мало отличалось от середины поля допуска x0, определённого по п. 3.2.) Для этого подставить в параметры их распределения, см. рис. 4.3, «Стандартное отклонение», рассчитанное по п. 1.2 (точность оборудования не изменилась), а за «Среднее» взять середину поля допуска x0= (x1+ x2)/2. Таким образом, будет смоделировано производство новых деталей с той же точностью, но по новой настройке, при которой центр рассеяния характеристики качества расположен посередине поля допуска.
3.5. Для вновь сгенерированных характеристик качества деталей пересчитать новую оценку среднего значения и новую оценку стандартного отклонения  , которые вероятнее всего будут несколько отличаться от заложенных при генерации случайных чисел, см. п. 3.4. Объяснить полученные отличия.
, которые вероятнее всего будут несколько отличаться от заложенных при генерации случайных чисел, см. п. 3.4. Объяснить полученные отличия.
3.6. Пересчитать интегральные функции нормального распределения для обеих границ допуска и суммарный % годной продукции после новой настройки (аналогично тому, как такой расчёт производился по
пп. 2.1–2.3). Отличие нового расчёта должно состоять лишь в том, что в аргументы функции НОРМРАСП «Среднее» и «Стандартное_откл», см. рис. 4.1, подставляются новые значения среднего значения и стандартного отклонения, полученные по п. 3.5.
Примечание. Для доказательства того, что с перемещением центра настройки в середину поля допуска суммарный % годной продукции увеличится, достаточно было бы лишь изменить аргумент «Среднее» при расчёте функции НОРМРАСП, см. рис. 4.1, подставив в него значение середины поля допуска на данную характеристику качества x0 и производить расчёт, аналогичный расчёту по п. 2.3. Но наша задача, моделируя при помощи инструмента «Генерация случайных чисел» производство продукции по новой настройке, показать наглядно, что характеристика качества (размер) является случайной величиной, и поэтому оценки её рассеяния будут отличаться от первоначально задаваемых.
3.7. Систематизировать полученные результаты расчётов по
пп. 3.2–3.6 в рамках таблицы Excel, как показано в табл. 4.2.
Таблица 4.2
Порядок представления результатов расчёта вероятности попадания
размера в пределы границ допуска после изменения положения центра
настройки
| Середина допуска - новый центр настройки |
| Размеры деталей , обработанных с новой настройкой (результаты генерации случайных чисел, расположить горизонтально, используя опцию «Специальной вставки» - «Транспонирование»)
|
| Оценка среднего после изменения настройки
|
| Оценка стандартного отклонения после изменения настройки
|
| Вероятность выхода за нижнюю границу допуска после изменения настройки |
| Вероятность получения размера детали меньшего, чем верхняя граница допуска после изменения настройки |
| Вероятность попадания размера в пределы поля допуска (суммарный % годной продукции) после изменения настройки |
3.8. Сравнить вероятности попадания размера в пределы поля допуска, полученные для исходной и новой настройки в соответствии с табл. 4.1 и 4.2. Объяснить повышение выхода годного за счёт совмещения центра настройки с центром поля допуска, интерпретируя рис. 4.2 и рис. 4.4.
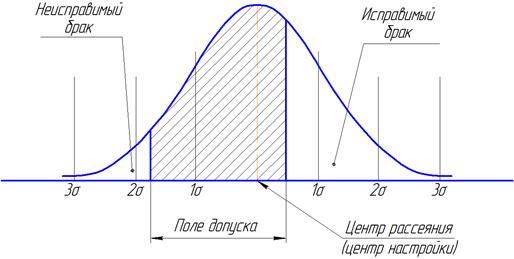
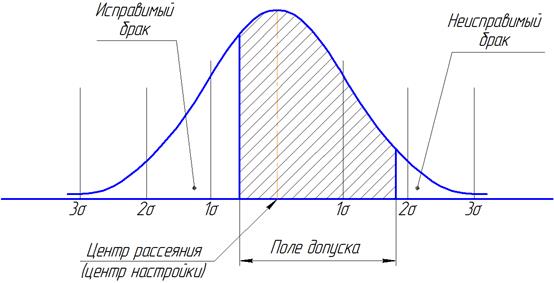
3.9. На примере механической обработки показать, как (в какую сторону от середины поля допуска) следует смещать центр настройки в случае, когда выход в различные стороны за пределы поля допуска различается по своим последствиям (образуется исправимый или, наоборот, неисправимый брак):
– при обработке вала;
– при обработке отверстия.
Для этого сравнить рис. 4.5 а, 4.5 б и определить, какое смещение центра настройки, по Вашему мнению, следует использовать при обработке вала, а какое – при обработке отверстия?
3.10. Подумать и сделать заключение относительно Вашего варианта смещения центра настройки. Если бы рассматривалась механическая обработка, то Ваше смещение центра настройки «выгодно» при обработке вала или отверстия?
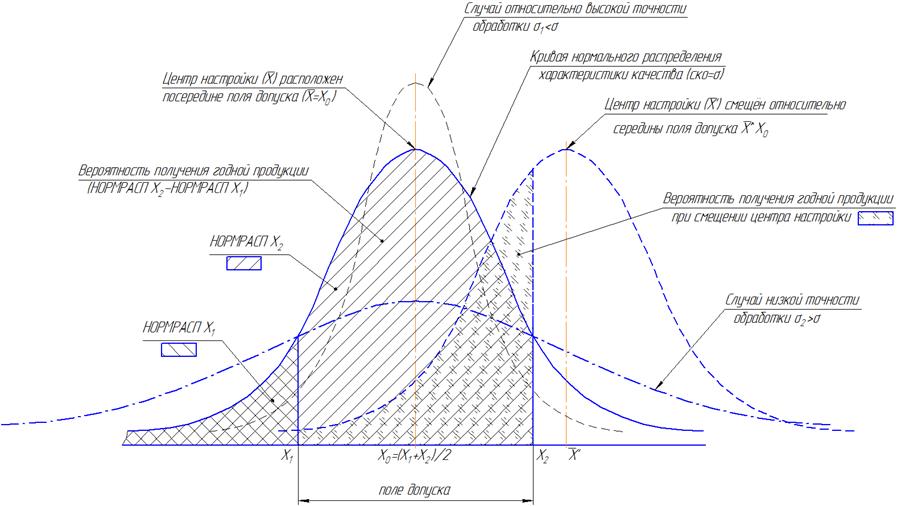
 Рис. 4.4. Иллюстрация расчёта с помощью функции НОРМРАСП вероятности попадания характеристики качества,
Рис. 4.4. Иллюстрация расчёта с помощью функции НОРМРАСП вероятности попадания характеристики качества,
распределённой по нормальному закону, в поле допуска, а также влияния на эту вероятность точности обработки
и расположения центра настройки  относительно середины поля допуска (XO)
относительно середины поля допуска (XO)
а
б
Рис. 4.5. Две схемы смещения центра настройки относительно
середины поля допуска
Дата добавления: 2015-07-30; просмотров: 2537;