Басқыш механизмдер.
Пішінбіліктерді тік жазықтықта орналастыру басқыш бұрамасымен жабдықталған арнайы механизм көмегімен жүзеге асырылады.
Барлық табақты, тілкемді және жаншу орнақтарында астыңғы пішінбілік жастығымен және мойынтірегімен бірге жұмыс қапасында қозғалыссыз тұрақты орнатылады. Сондықтан пішінбіліктер арасындағы арақашықтық үстіңгі пішінбілікті басқыш құрылғысымен жылжыту арқылы реттеледі. Төрт пішінбілікті табақты орнақтарда белгіленген қалыңдықты алу үшін жаншылуға қажетті түзетулер орнақ тоқтатылмай-ақ жасалады, сондықтан үстіңгі пішінбіліктің басқыш механизмі илемдеу процесінде пішінбіліктерге әсер ететін толық күшті жеңуге есептелуі қажет. Екі және үш пішінбілікті сортты орнақтардағы пішінбіліктердің орналасу қалпы илемдеу барысында өзгермейді, өйткені пішінбіліктер арасындағы арақашықтық орнақты дәлдеу кезінде мөлшерлеуге сәйкес алдын-ала анықталып орнатылады. Сортты орнақтарда илемдеу тізбегін белгілі бір анықталған деңгейде ұстап тұру үшін үстіңгі және астыңғы пішінбіліктің де жылжу мүмкіншілігі қарастырылған. Үстіңгі пішінбілік қалпы металдың пішінбіліктер аралығынан әрбір өткен сайын өзгеріп отыратын орнақтарда (блюмингтер, слябингтер, қалың табақты орнақтар және т.б.) пішінбіліктің жылжуы металдың өтуі аралығындағы үзілістерде жүзеге асырылады. Бұл жағдайда пішінбілікті орналастыру уақытын қысқарту үшін үстіңгі пішінбіліктің жылжуы жоғары жылдамдықпен жүргізілуі керек (мысалы блюмингтерде 250 мм/с дейін). Бірақ, жұқа табақты металды илемдеуге арналған кейбір орнақтарда үстіңгі пішінбіліктің жылжу жылдамдығы пішінбіліктерді белгілі бір қалыпқа орналастыру дәлдігіне байланысты шектеледі, сондықтан бұл жылдамдық өте аз болуы (0,1 мм/с) қажет. Басқыш бұраманың жылжу жылдамдығы сонымен қатар пішінбілікті орналастыру кезінде жүретін арақашықтыққа да (жол ұзындығы) тәуелді. Бұл жол жаншу орнақтарында табақты және жұқа табақты орнақтарына қарағанда едәуір үлкен. Сондықтан жаншу орнақтарының басқыш бұрамаларының жылжу жылдамдығы табақты орнақтарға қарағанда едәуір жоғары болып келеді.
Орнақ типіне байланысты басқыш механизмдері жылдам жүрісті және баяу жүрісті болып келеді. Көпшілік жағдайда II-типті басқыш механизмі жетегінің сұлбасы жиі кездеседі.
а
ә
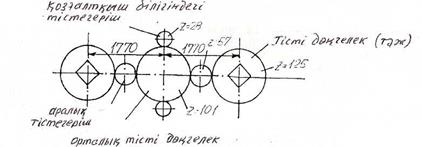
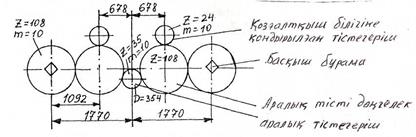
а- I-типті кинематикалық сұлба; ә-II-типті кинематикалық сұлба.
Сурет 8.1 - Блюминг 1150 басқыш механизмінің кинематикалық сұлбасы
Қазіргі заманғы блюмингтер басқыш механизмдерінде тез тозатын червякті берілістің (түсті металдан жасалған червякті дөңгелегі бар) орнына фланецті қозғалтқышпен жүргізілетін цилиндрлі тісті беріліс қолданылады. Цилиндрлі берілістің пайдалы әсер коэффициенті өте жоғары болып келеді. Басқыш бұрамалардың жеке-жеке қорғалуы үшін аралық шестернялар гидравликалық цилиндрлер арқылы көтеріліп, орталық тісті дөңгелекпен ілінісуі ажырайтындай болып жасалған.
Басқыш бұрамалар мен сомындар. Басқыш бұрама илемдеу кезінде пішінбілік мойыншасының біреуіне шақ келетін күшті қабылдап, оны басқыш сомын арқылы тұғырға береді. Басқыш бұраманың өкешелігінің үйкеліс беті сфералық пішінді болып жасалған, ол басқыш бұраманың пішінбілік жастығында өздігінен жеңіл орнығуына мүмкіндік береді.
Блюмингтер мен слябингтердің қалыңтабақты орнақтардың қаралай өңдеу қапастарында сфералық өкшелікті бұрама диаметріне қарағанда үлкенірек қылып жасайды. Теория бойынша бұранда сызығының көтерілу бұрышы 20 301 аспағында бұрама-сомын жұбында өздігінен тежелу орын алуы керек, бірақ блюмингтер мен слябингтерде динамикалық жүктемелердің әсерінен басқыш бұраманың «босаңсуы» байқалады. Осыған орай өздігінен бұралып босауды болдырмау үшін бұраманы қою маймен майлайды және өкшелік диаметрі мен сфералы өкше өлшемін үлкейтеді.
Табақты орнақтар үшін басқыш бұрамаға майда бұранда салады және көтерілу бұрышының шамасын аз қылып алады (<10), сондықтан оның өздігінен бұралып босаңсуы орын алмайды. Үйкеліске кететін шығынды азайту үшін сфералық өкше ұшына қою май беріледі.
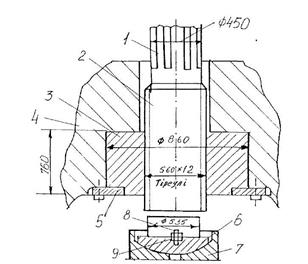
1-күпшегі бар шлицті қосылыс; 2-басқыш бұранда; 3-басқыш сомын; 4-тұғыр; 5-бекіткіш бүйір тақтайшалар; 6-өкше; 7-өкшелік; 8-сұққыш; 9-бүйіржақ кілтек.
Сурет 8.2 - 2500-орнағының басқыш бұрамасы мен сомыны
Басқыш бұраманың сомындары аса тез тозатын бөлшектер қатарына жатады. Оларды АЖ9-4, АЖМ4 10-3-1,5 маркалы құйма қоладан жасайды. Қоланы үнемдеу үшін басқыш сомында құрамалы қылып жасаған жөн.
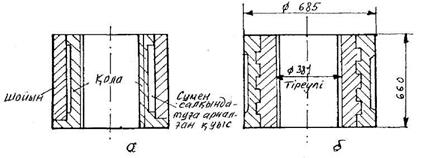
а-төрт сатылы құрсауланған сомын (УЗТМ); б-болат гильзалы сомын («Азовсталь» заводы).
Сурет 8.3 - Басқыш бұрама сомынының конструкциялары
Сыртқы құрсауларын аса берік шойыннан жасайды. Бұл шойынның серпімділік модулі өзінің шамасы жағынан қоланың серпімділік модульіне жуық болғаннан соң сығылу кезінде шойын мен қоланың деформацичлануы бірдей. Кейде қола құйманы сатылы болат құрсауға қолданады, бірақ мұндай тәсілде қоланың құрсауға толық жанасылушылығы орын алады(«Азовсталь» заводы). Кейбір жағдайда сомынды екі жарты болаттан оралып, қола электролитпен бұрандасы қаптастырылып жасалады. Құрсауланған сомындарды сумен салқындату олардың бұрандаларының тозуын төмендетеді.
Бұрама-сомын жұбының сұйық маймен майлануы барысында бұранда тозуы 1,5-2,0 есе қою маймен салыстырғанда төмен болатынын практика көрсетіп отыр.
Сұйық маймен майлау жағдайында май бұраманың бұрандасы бойымен ағып отырып, өкшелікке барады да одан жалпы айналымды май жүйесіне жіберіледі. Бірақ сұйық майды қолдану басқыш бұраманың өздігінен бұралып босауына алып келеді. Қою майды қолдануда ол кері қайтпай шығындалып отырады.
Бұралудан сақтау үшін тұғыр ойығында сомынды астынан бүйір жақ тақтайшалар көмегімен бекітеді.
Басқыш бұрама орталық шестерняның немесе червякты дөңгелектің күпшегінде (беріктігі жоғары шойыннан жасалған) айналып тұрады және тік бағытта қозғалады. Басқыш бұраманың жоғарғы ұшын квадрат пішінді қылып (жаншығыш орнақтарда) немесе шлицтері бар цилиндрлі қылып (табақты орнақтарда) жасайды.
Басқыш бұрамалар мен сомындар бұрандасының екі түрі болады:
- таянышты бір жүрісті (трапециялы). Бұранда адымын (майда, қалыпты немесе ірі) МЕСТ 3398-74 бойынша таңдап алады.
- екі жақты трапециялы.
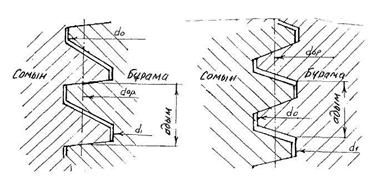
Сурет 8.4 - Басқыш бұрамалар мен сомындардың пішіндері
Бұл бұранда пішіні (беріктігі жоғары) илемдеу кезінде аса үлкен күштерді қабылдайтын суықтай илемдейтін жұқа табақты орнақтардың басқыш бұрамалары мен сомындарында қолданылады.
Әдетте басқыш бұрамаларда бір кірмелі бұранда, ал тек жылдам жүрісті блюмингтердің басқыш механизмдерінде екікірмелі бұрандалар қолданылады. Бұранда беттерінің шыдамдылығын арттыру үшін оларды шынықтырады және ажарлайды.
Бұрама үшін 
мұндағы d1- бұрама бұрандасының ішкі диаметрі;
Y-илемдеу кезіндегі бұрамаға әсер ететін ең үлкен күш;
[σ]-болат 5, 40Х, 40ХН үшін сығылудағы шақтамалы кернеу;
σВ – 600-750 МПа (бесеселенген қорды ескергенде);
[σ] = (150÷120) МПа.
Басқыш бұраманың есептік диаметрі МЕСТ 3968-74 сәйкестендіріледі. Басқыш сомынның сыртқы диаметрі D мен оның биіктігін Н әдетте мына қатынастан таңдайды:
D=(1,5-1,8) d0 ; Н = (0,95-1,1) D
Гидравликалық және гидромеханикалық басқыш механизмдер. Илемдеу барысында жайманың қалыңдығын өлшеуді микрометрлер көмегімен өлшеп қана қоймайды, сонымен қатар басқыш бұрама астында қондырылатын месдоза көмегімен бақыланып отыратын илемдеу күшінің ауытқуы бойынша да анықтауға болады. Бұл аспаптардың көрсеткіштерін бойлық ала қалыңдылықты азайту мақсатында қалыңдықты автоматты реттеу жүйесінде (ҚАРЖ) қолдануға болады. Мұндай реттеу (автоматты) басқыш бұраманың электрқозғалтқышты қосу және ажырату жолымен жүргізіледі.
Бұл механизмдер жоғары қарқындылығымен ерекшеленеді (30 м/с дейінгі жылдамдықта 0,5 – 1,0 секундқа кешігу қалыңдығы бойынша 30 метрге дейінгі табақты металда ақаулық туғызады).
ҚАРЖ-дың тезәрекеттігін арттыру гидравликалық (басқыш бұрамасыз және олардың электржетегінсіз) және аралас (гидромеханикалық) басқыш механизмдерін пайдалану арқасында жүзеге асырылады.
Әдебиеттер:нег. 1 [73-86], 2 [80-95], 3 [76-84]; қос. 5 [71-80].
Бақылау сұрақтары:
1. Басқыш механизм қандай қызмет атқарады?
2. Басқыш бұрманың қандай типтері болады?
3. Пішінбіліктерді белгілі бір қалыпта орналастыру үшін қандай механизмдер құрылғылар пайдаланылады?
4. Басқыш бұрама мен сомындар қандай материалдардан жасалады?
5. Гидромеханикалық басқыш механизмнің ерекшелігі неде?
Дата добавления: 2015-08-26; просмотров: 1536;