Рекомендуемые и максимально допустимые температура и время электронагрева арматурной стали, подвергаемой предварительному напряжению
| Класс, марка арматурной стали | Температура нагрева, оС | Время нагрева, с | ||
| рекомендуемая | максимально допустимая | |||
| A-IV (20ХГ2Ц, 80С) | - | |||
| A-IIIв (35ГС, 25Г2С) | - | |||
| A-IIв (Ст5) | - | |||
| В-II и Вр-II диаметром, мм: | ||||
| - | 15-20 | |||
| - | 15-20 | |||
| - | 15-20 | |||
| П-7 диаметром, мм: | ||||
| 4,5 | - | 15-20 | ||
| - | 15-20 |
Максимально допустимая температура нагрева проволоки диаметром 4 мм может быть повышена до 400о, а диаметром 5 мм – до 500оС при снижении расчетного сопротивления проволоки на 10%.
Для стали класса A-V марки 23Х2Г2Т рекомендуемая температура нагрева 400о, допустимая 500оС.
Для термически упрочненных сталей класса Ат-IV, Ат-V и Ат-VI, изготовленных из стали марок 20ГС и 20ГС2, рекомендуемая и допустимая температура принимается соответственно 400 и 450о; 400 и 450о; допустимая 400оС.
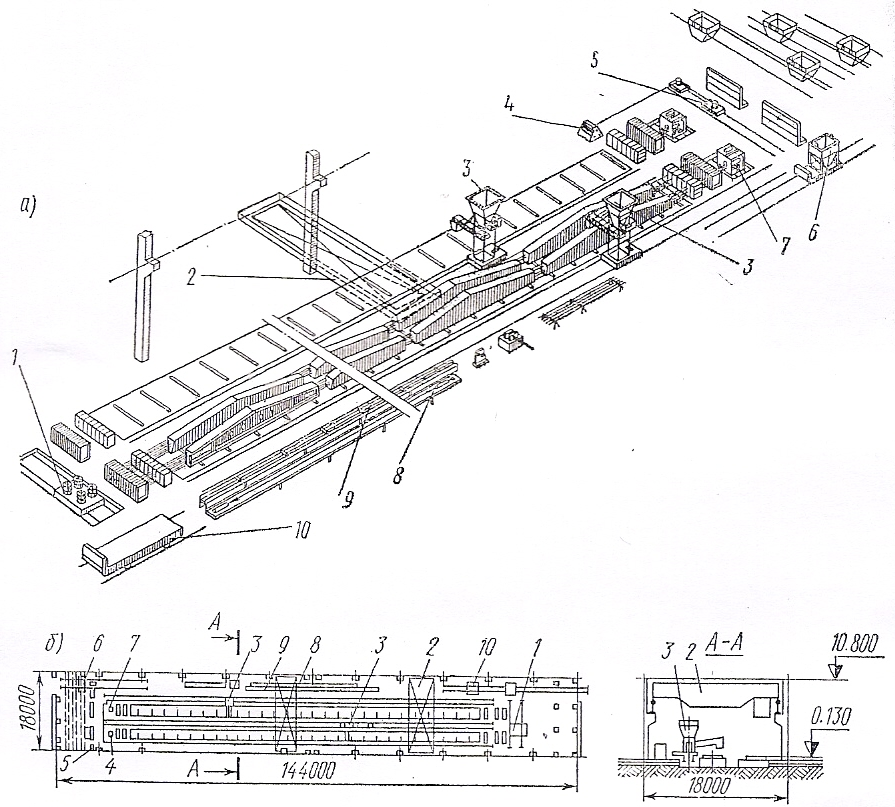
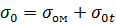
Рис.3. Типовой цех для производства предварительно напряженных конструкций для промышленного строительства со стационарно-поточной (стендовой) технологией:
а – технологическая схема; б – план; 1 – бунтодержатель передвижной; 2 – кран мостовой электрический грузоподъемностью 15 т; 3 – бетонораздатчик; 4 – лебедка; 5 – оборудование для протаскивая арматуры; 6 – бадья для бетона на самоходной тележке; 7 – гидродомкрат малогабаритный; 8 – машина для упрочнения стержней; 9 – установка для сварки стержневых плетей; 10 – самоходная тележка для транспортирования готовых деталей.
При электротермомеханическом способе (установки для того способа используют те же, что и для механических способов с добавлением устройств для электронагрева) заданное предварительное напряжение определяют по формуле
 , где
, где
 – напряжение, создаваемое механическими устройствами;
– напряжение, создаваемое механическими устройствами;
 – напряжение, возникающее при остывании арматуры, закрепленной в нагретом состоянии.
– напряжение, возникающее при остывании арматуры, закрепленной в нагретом состоянии.
В табл. 10 приведены рекомендуемые соотношения между , , 
Таблица 10
Дата добавления: 2015-08-21; просмотров: 1202;