Непрерывное литье заготовок
Жидкий металл из сталеразливочного ковша подается в промежуточный ковш, предназначенный для снижения и стабилизации напора струи металла и для распределения металла по нескольким ручьям. Из промежуточного ковша жидкий металл непрерывно поступает в сквозную (бездонную) изложницу - кристаллизатор. Стенки кристаллизатора (изготавливаемого обычно из меди) интенсивно охлаждаются водой, циркулирующей по имеющимся в стенках каналам. Перед началом разливки в кристаллизатор вводят затравку (штангу с сечением, равным внутреннему сечению кристаллизатора), которая образует временное дно в кристаллизаторе. Затравка соединена с вытягивающим устройством. Когда металл попадет в кристаллизатор и на затравку, он затвердевает у стенок и на затравке вследствие интенсивного отвода тепла. После заполнения всего кристаллизатора металлом затравка вытягивается из кристаллизатора с помощью валков тянущей клети и за ней опускается с заданной скоростью оболочка образовавшейся заготовки. При этом уровень металла в кристаллизаторе поддерживается постоянным путем непрерывного поступления стали из промежуточного ковша. Слиток вытягивается из кристаллизатора с незатвердевшей сердцевиной и поступает в зону вторичного охлаждения, где на ее поверхность со всех сторон из форсунок подается распыленная вода. В результате интенсивного охлаждения при непрерывном движении заготовки происходит полная кристаллизация внутренней массы слитка. Из зоны вторичного охлаждения заготовка выходит полностью затвердевшей, проходит через валки тянущей клети. Затравку, выполнившую свою функцию, отделяют с помощью специального механизма от головной части слитка и убирают, а слиток продолжают непрерывно вытягивать из кристаллизатора. За тянущей клетью затвердевший слиток, непрерывно вытягиваемый из кристаллизатора, разрезают на куски (мерные длины) с помощью резака. Для обеспечения устойчивого процесса, устранения возможности разрыва и зависания затвердевшей корочки на стенках кристаллизатора ему сообщают возвратно-поступательное движение. Кроме того, на стенки кристаллизатора подают смазку (парафин, рапсовое масло). Шаг качания кристаллизатора вверх и вниз колеблется в пределах от 10 до 40 мм, а частота - от 10 до 100 циклов в минуту.
В настоящее время наибольшее распространение получили МНЛЗ криволинейного (радиального) типа, используются также МНЛЗ вертикального типа, МНЛЗ с изгибом слитка и в последнее время МНЛЗ горизонтального типа (рис. 14).
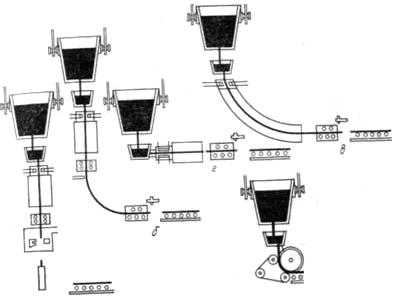
| а — вертикальная; б — радиальная; в — криволинейная; г — горизонтальная, д — роторная |
| Рис. 13 - Типы машин непрерывного литья заготовок (МНЛЗ) |
В МНЛЗ криволинейного типа затвердевающий слиток перемещается по дуге, проходит зону вторичного охлаждения и далее тянуще-правильную клеть, которая обеспечивает непрерывное вытягивание слитка и его выпрямление на горизонтальном участке. МНЛЗ криволинейного типа имеет сравнительно небольшую высоту (10-12 м), в то время как МНЛЗ вертикального типа - до 35-40 м, что вызывает значительные трудности в их строительстве и эксплуатации. МНЛЗ позволяет одновременно отливать от одного до восьми слитков, т. е. могут быть одно-, двух-, четырех-, шести- и восьмиручьевыми. Скорость разливки (вытягивания слитка) колеблется в пределах от 0,4 до 8-10 м.
На МНЛЗ получают слитки различного сечения: квадратного (блюмы) со стороной до 520 мм, прямоугольного (слябы) шириной до 2500 мм, а также заготовки для изготовления труб, балок, рельсов. Выход годных заготовок на МНЛЗ составляет 95-97 % от массы жидкой стали.
Дата добавления: 2015-06-22; просмотров: 1816;