Разливка стали в изложницы
Изложница представляет собой пустотелую вертикальную металлическую форму, служащую для получения стальных слитков. Изложницы выполняют из чугуна, и они рассчитаны на получение слитков массой от 100 кг до 20 т. Внутреннее сечение изложниц может иметь форму квадрата, шести-, восьмигранника, многогранника, прямоугольника и т. п. По конструкции изложницы подразделяются на глуходонные и сквозные; могут быть расширяющимися книзу или кверху, в зависимости от сортамента разливаемой стали: расширяющиеся кверху - для разливки спокойной стали, расширяющиеся книзу - для разливки кипящей стали. В обоих случаях конусность облегчает извлечение слитков из изложниц.
На наружной поверхности стенок изложниц и надставок имеются цапфы или скобы для захвата их с помощью мостовых кранов.
Под разливку стали изложницы устанавливают на поддоны - массивные чугунные плиты толщиной 150-350 мм, которые размещаются на специальных разливочных тележках - платформах. Эти тележки предназначены для транспортирования порожних или наполненных изложниц.
При разливке спокойной стали на изложницы устанавливают прибыльные надставки, представляющие собой чугунные конические формы, изнутри футерованные малотеплопроводным огнеупорным материалом. Прибыльные надставки предназначаются для того, чтобы поддерживать верхнюю часть слитка в жидком состоянии как можно дольше. При застывании слитка спокойной стали происходит усадка металла из-за уменьшения плотности при переходе от жидкого состояния в твердое. При этом в слитке образуются пустоты - усадочная раковина. Жидкий металл, находящийся в надставке, питает затвердевающий слиток и уменьшает образующуюся в нем усадочную раковину. Наличие жидкого металла в прибыльной надставке обеспечивает выведение усадочной раковины из тела слитка в головную часть, которая при дальнейшей обработке слитка отрезается. Масса прибыльной части слитка равна 12-16 % от общей массы слитка. Применение прибыльных надставок позволяет повысить выход годного на 1,5-2,0 %.
Существует два способа разливки стали в изложницы - сверху и сифоном (снизу). Оба способа имеют достоинства и недостатки, поэтому их выбор определяется конкретными условиями. В первом способе сталь из сталеразливочного ковша поступает непосредственно в изложницу (рис. 13, а).
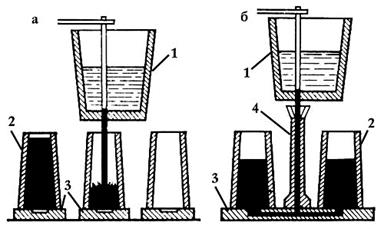
| 1 — ковш с металлом; 2 — изложница; 3 — поддон; 4 — центровой литник |
| Рис. 13 - Разливка стали сверху (а) и сифоном (б) |
После наполнения изложницы отверстие в ковше перекрывают, ковш со сталью перемещается краном к следующей изложнице и размещается так, чтобы отверстие в разливочном стакане ковша располагалось по оси изложницы, после чего отверстие в ковше открывают и сталь поступает в изложницу. Процесс повторяется до полной разливки всей стали.
Достоинствами разливки сверху являются: 1) сравнительная простота подготовки составов; 2) невысокая стоимость разливки, малые потери металла (отсутствие летников); 3) отсутствие необходимости дополнительного нагрева жидкой стали перед разливкой. К недостаткам относятся: плохая поверхность получаемых слитков, значительная длительность разливки.
При сифонной разливке (рис. 13, б) одновременно заполняется несколько изложниц (от 2 до 60), установленных на поддоне, в котором имеются каналы, выложенные пустотелым огнеупорным кирпичом. Сталь из ковша заливают в центровую трубку (литник), затем она по каналам в поддоне одновременно проходит к каждой изложнице, в которую поступает через стаканчик, установленный в днище. При этом идет одновременное поступление стали во все изложницы, установленные на данном поддоне. После наполнения всех изложниц одного поддона отверстие в ковше перекрывают и ковш со сталью перемещается к следующему поддону и т. д. Высота центровой должна быть больше высоты изложницы (при разливке кипящей стали) или изложницы с прибыльной надставкой (при разливке спокойной стали) на 300-350 мм.
Разливка сифоном имеет следующие достоинства: 1) получение хорошей (чистой) поверхности слитков (слитки, отлитые сифоном, не требуют обдирки и значительной очистки); 2) возможность одновременной отливки нескольких слитков, регулирования скорости заполнения изложницы и контроля за поведением металла. К недостаткам сифонной разливки относятся: 1) необходимость нагрева стали до более высокой температуры вследствие охлаждения ее в центровой и сифонной проводке; 2) повышенные потери металла в виде литников (0,7-2,0 % от массы разливаемой стали); 3) сложность и повышенная стоимость разливки вследствие расходов на огнеупоры, дополнительное оборудование и затрат труда на подготовку составов.
Дата добавления: 2015-06-22; просмотров: 2315;