Способы переработки пластмасс в детали в высокоэластическом состоянии
Для получения многих крупногабаритных деталей наиболее целесообразным является переработка листовых термопластичных материалов. Технологический процесс получения деталей основан на использовании свойств термопластов, нагретых до высокоэластического состояния. Основными технологическими способами являются пневматическая формовка, вакуумная формовка и штамповка.
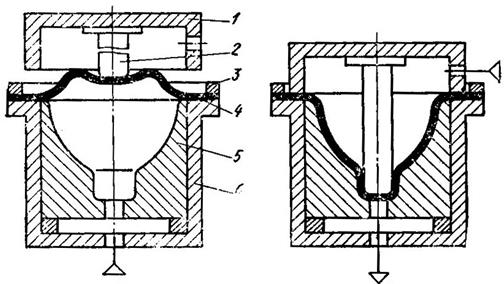
Пневматическая и вакуумная формовка. Сущность формовки деталей заключается в следующем (рис. 23. 6): предварительно разогретую и зажатую в рамку 2 заготовку 3 плотно прижимают к матрице 4 верхней камерой 1 и формуют с помощью сжатого воздуха (при пневмоформовке) или под давлением атмосферного воздуха (при вакуумформовке). После охлаждения готовую деталь сжатым воздухом удаляют с матрицы. При пневмо- и вакуумной формовке матрицу предварительно подогревают до 40-60 °С.
Листовые материалы нагревают главным образом в электрических нагревательных шкафах, оснащенных контролирующими и автоматически регулирующими приборами. Необходимым условием является равномерный нагрев листовых заготовок. В противном случае на различных участках материала будет неодинаковая пластичность, что вызовет брак при формовке из-за разрывов, трещин, коробления и т. д. Для равномерного нагрева шкафы оснащают вентилятором для перемешивания воздуха. Температура нагрева зависит от вида перерабатываемого материала.
 а б
а б
Рис. 23.6. Схемы пневматической (а) и вакуумной (б) формовок
Особенностью вакуумной формовки является простота установки и обслуживания. Однако небольшой перепад давления препятствует применению этого метода для получения толстостенных (более 2,5 мм) и сложных конфигураций деталей, а также деталей из жестких термопластов.
Пневматическая формовка позволяет получать детали сложных пространственных конфигураций и различных толщин в зависимости от давления подаваемого воздуха. Для предотвращения быстрого и неравномерного охлаждения, возможного возникновения внутренних напряжений формуют подогретым до 50-70 °С сжатым воздухом.
Разновидностью пневматической формовки является изготовление деталей без применения матрицы или пуансона. Разогретый лист зажимают в. кольцо и с помощью сжатого воздуха или под действием атмосферного давления получают сферическое изделие. Поскольку формуют без соприкосновения с формообразующими деталями, получаемые детали имеют высокую прозрачность (колпаки кабин самолетов, детали для оптики и светотехники). В производственных условиях часто применяют комбинированное формообразование, при котором совмещают операции выдувания и пневматического обжима, а также, если необходимо, протяжки, штамповки, опрессовки и т. д.
Формовка в универсальных камерах является высокопроизводительным и экономичным способом получения деталей различной сложности. Для формовки применяют специальные универсальные камеры, состоящие из двух частей: верхней и нижней (рис. VIII. 7). В верхней камере 1 устанавливают пуансон 2, в нижней камере 6 - матрицу 5. В камерах имеются отверстия для подачи и выпуска воздуха. Пуансоны и матрицы делают сменными и используют для получения самых разнообразных деталей.
а б
Рис. 23.7. Схема комбинированной формовки деталей в
универсальной камере: а-предварительная вытяжка заготовки;
б-формообразование детали пуансоном и сжатым воздухом
При поднятой верхней камере заготовка 4, разогретая и закрепленная с помощью кольца 3, выдувается вверх давлением сжатого воздуха, подаваемого в нижнюю камеру (рис. 23. 7, а). Затем опускается верхняя камера с пуансоном и вытягивается заготовка. В результате подачи сжатого воздуха в верхнюю камеру происходит окончательное формообразование заготовки, т. е. плотное прилегание формуемой заготовки к поверхности матрицы (рис. 23. 7, б). В случае остывания заготовки к моменту смыкания камер, ее подогревают, подавая в верхнюю камеру горячий воздух. При полном смыкании верхней и нижней камер готовую деталь вырубают по контуру. По окончании формовки деталь охлаждают холодным воздухом и выталкивают из матрицы за счет подачи сжатого воздуха в нижнюю камеру.
Штамповка. Штампуют главным образом детали незамкнутой пространственной формы (козырьки, обтекатели, стекла кабин и т. д.). Термопластичный листовой материал, разогретый до определенной температуры, формуют с помощью пуансона и матрицы (штамповка). При штамповке изменяются форма и размеры листовых заготовок за счет перемещения и перераспределения объема материала.
Штампуют на обычных гидравлических или механических прессах. Пуансоны и матрицы изготовляют из дерева и других неметаллических материалов при производстве небольшого числа деталей и из металлов - при массовом производстве.
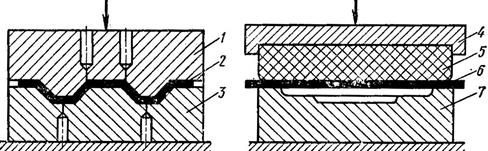
В зависимости от материала, из которого изготовляют пуансоны, различают два основных вида штамповки: жестким и эластичным пуансонами.
а б
Рис. 23.8. Схемы штамповки жестким (а) и эластичным (б) пуансонами
Штамповка жестким пуансоном и матрицей показана на рис. 23. 8, а. Зазор между пуансоном 1 и матрицей 3 равен толщине штампуемого материала 2 с допуском ±10 %; необходимое взаимное расположение пуансона и матрицы обеспечивается направляющими. При штамповке оптических материалов (органического стекла) пуансон и матрицу оклеивают мягким материалом (замшей или байкой). В пуансоне и матрице делают отверстия для выхода воздуха.
Штамповкой эластичным пуансоном получают детали из листовых термопластов, имеющих небольшие углубления и четкий рисунок. Предварительно разогретую заготовку 6 помещают на форму 7 (рис. 23. 8, б). Плоский резиновый пуансон 5, вмонтированный в обойму 4, опускают на заготовку и к нему прилагают давление. Штампуют па гидравлических или винтовых прессах.
При штамповке, как и при других видах формообразования материалов в высокоаластичном состоянии, качество получаемых деталей зависит от точного соблюдения технологического процесса.
Дата добавления: 2015-06-17; просмотров: 1668;