Способы получения неразъемных соединений из пластмассовых деталей
Неразъемные соединения отдельных пластмассовых деталей получают сваркой и склеиванием. Сварку применяют только для соединения термопластичных материалов; склеивание — для получения неразъемных соединений различных пластмассовых деталей и соединений пластмассовых деталей с деталями из других конструкционных материалов.
Сварка. В процессе сварки деталей в местах соединения термопластичный материал нагревается до вязкотекучего состояния. Сваривание происходит главным образом вследствие диффузии частей молекулярных цепей одного объема пластмассы в другом.
В зависимости от используемых источников нагрева способы сварки пластмасс можно разбить на две группы. К первой группе относят способы сварки, в которых используется теплота посторонних источников нагрева: нагретым газом; нагретым инструментом; нагретым присадочным материалом.
Ко второй группе относят способы сварки, в которых теплота генерируется внутри пластмассы при преобразовании различных видов энергии: трения; ТВЧ; ультразвуковых колебаний.
Сварку нагретым газом применяют при соединении толстостенных листовых материалов из поливинилхлорида, винипласта, полиэтилена, полипропилена, полиамидов, полистирола и т. д. (трубы, емкости, ванны для травления, различная химическая аппаратура и т. д.). Сваривают с использованием присадочного материала (в некоторых случаях без него). Теплоносителем является воздух, азот, углекислый газ и др.
В процессе сварки в зону соединения свариваемых деталей 3 из сопла специального сварочного пистолета 2 под определенным углом направляют струю горячего газа (рис. 23. 10). Одновременно к месту сварки под давлением подается сварочный пруток 1,
изготовленный из того же материала, что и свариваемые детали. Сварочный пруток расплавляется, образуя сварной шов. Диаметр прутка зависит от толщины заготовок и способа разделки кромок; качество свариваемого шва — от температуры нагретого газа, диаметра прутка, расстояния наконечника сварочного пистолета до шва, скорости укладки прутка, угла его наклона и т. д.
 Данным способом сваривают детали практически любых размеров и конфигураций. Без присадочного материала сваривают за счет размягчения и сдавливания роликами кромок деталей, соединяемых внахлестку.
Данным способом сваривают детали практически любых размеров и конфигураций. Без присадочного материала сваривают за счет размягчения и сдавливания роликами кромок деталей, соединяемых внахлестку.
Сварку нагретым инструментом применяют для соединения труб, пленок и листов. Свариваемые поверхности нагревают до вязкотекучего состояния металлическим инструментом, после чего соединяют под небольшим давлением. В зависимости от вида соединяемых деталей применяют различные конструкции нагревательных инструментов. При соединении длинных заготовок используют вращающиеся ролики, для сварки коротких заготовок (например, полиэтиленовых мешков) — инструменты в виде ножей.
Сварка нагретым присадочным материалом заключается в непрерывной подаче расплавленного присадочного материала в зону сварки. За счет теплоты, отдаваемой присадочным материалом соединяемым деталям, их поверхности оплавляются, образуя прочный непрерывный шов. Данный способ используют для соединения деталей встык, внахлестку и соединения пленочных материалов. При сварке пленок соединение выполняют за счет давления вращающихся роликов.
Сварку трением используют для соединения толстостенных деталей, имеющих форму тел вращения (труб, прутков и т. д.). Нагрев происходит за счет выделения теплоты при трении соприкасающихся поверхностей. Сваривают на специальных сварочных установках с вращением одной или двух соединяемых деталей, в некоторых случаях — на токарных станках. В этом случае одну деталь закрепляют в трехкулачковом патроне 1, вторую с помощью специального приспособления 2 удерживают во вращающемся центре задней бабки станка 3 (рис. 23.11). Для равномерного разогрева концы соединяемых деталей должны иметь сферическую или коническую форму.
 Для сварки трением наиболее пригодны материалы с широкими температурными интервалами вязкотекучего состояния (полистирол, поликарбонат, поливинилхлорид, полиамины и т. д.).
Для сварки трением наиболее пригодны материалы с широкими температурными интервалами вязкотекучего состояния (полистирол, поликарбонат, поливинилхлорид, полиамины и т. д.).
Сварка ТВЧ основана на нагреве свариваемых участков заготовки высокочастотным электрическим полем, создаваемым специальными генераторами. Сваривают либо на машинах типа прессов, либо на установках роликового типа. Промышленность выпускает разнообразные специализированные и универсальные сварочные машины и установки с использованием ТВЧ. Сварка ТВЧ позволяет получить соединения высокой прочности, равной прочности основного материала. Высокая производительность способа сварки обусловливает его применение в условиях крупносерийного и массового производства.
 Ультразвуковая сварка пластмасс является одним из наиболее перспективных способов соединения пластмассовых деталей. Впервые такой способ сварки был разработан в МВТУ им. Баумана под руководством проф. Г. А. Николаева. В отличие от сварки металлов при сварке пластмасс ультразвуковые колебания подаются в направлении прилагаемого давления. Энергия механических колебаний от волновода переходит в тепловую, что приводит к нагреву зоны контакта соединяемых деталей до температуры вязкотекучего состояния. Для сварки пластмасс применяют машины, аналогичные машинам для сварки металлов.
Ультразвуковая сварка пластмасс является одним из наиболее перспективных способов соединения пластмассовых деталей. Впервые такой способ сварки был разработан в МВТУ им. Баумана под руководством проф. Г. А. Николаева. В отличие от сварки металлов при сварке пластмасс ультразвуковые колебания подаются в направлении прилагаемого давления. Энергия механических колебаний от волновода переходит в тепловую, что приводит к нагреву зоны контакта соединяемых деталей до температуры вязкотекучего состояния. Для сварки пластмасс применяют машины, аналогичные машинам для сварки металлов.
Основными отличительными чертами ультразвуковой сварки пластмасс являются возможность сваривать по поверхностям, загрязненным различными продуктами; локальное выделение теплоты только в зоне контакта, что исключает возможность перегрева; возможность выполнения соединений в труднодоступных местах (рис. 23.12). Кроме того, при соблюдении технологических режимов на свариваемых поверхностях не остается следов от инструмента.
Ультразвуковые колебания стали применять не только для сварки пластмасс, но и для соединения пластмасс с металлами.
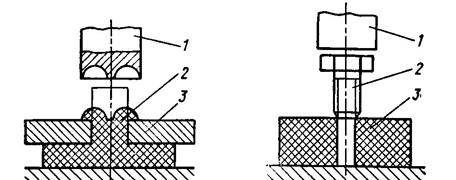
На рис. 23.13 приведены примеры таких соединений. Металлическую деталь 3 надевают на выступающий штифт пластмассовой детали 2, на который накладывают ультразвуковой инструмент — волновод 1 (рис. 23.13, а). Под действием ультразвуковых колебаний выступающая часть штифта размягчается и деформируется инструментом в две слитые полусферические головки.
На рис. 23.13, б показан пример использования ультразвука для запрессовки металлических деталей в пластмассовые (штифтов, винтов, крючков и т. д.). В пластмассовых деталях выполняют предварительно отверстие, диаметр которого меньше диаметра запрессовываемой детали.
При включении ультразвука и приложении давления со стороны волновода 1 в зоне контакта металлической 3 и пластмассовой 2 деталей выделяющаяся теплота расплавляет пластмассовую деталь. Под давлением металлическая деталь равномерно погружается в расплавленный материал. При снятии ультразвуковых колебаний расплавленная масса быстро твердеет и благодаря усадке при охлаждении прочно закрепляет металлическую деталь.
а б
Рис. 23. 13. Схемы соединения разнородных деталей с помощью ультразвука
Склеивание. С помощью клея получают неразъемные соединения деталей из однородных и неоднородных по химической структуре пластмасс, а также соединения с металлами, деревом, кожей и т. д.
Детали из термопластичных материалов соединяют между собой преимущественно с помощью растворителей или специальных клеев. Например, полистирол склеивают бензолом или раствором полистирола в бензоле, органическое стекло, винипласт — дихлорэтаном, ацетоном или растворами этих материалов в растворителях.
Склеиваемые поверхности хорошо подгоняют друг к другу, обезжиривают. После нанесения растворителя дают небольшую выдержку для размягчения склеиваемых поверхностей, соединяют с небольшим давлением и дают выдержку в течение 2-6 ч.
Склеивание полиэтилена, полипропилена и других неполярных пластмасс связано с определенными трудностями. Для их соединения проводят предварительную химическую обработку поверхностей (например, раствором двухромовокислого калия в концентрированной серной кислоте). После этого полиэтилен можно склеивать полиуретановыми и фенолформальдегидными клеями, у которых температура отвердения ниже температуры размягчения пластмассы. Детали из термореактивных материалов склеивают клеями на основе фенолформальдегидных, полиуретановых, эпоксидных и других смол. Эти клеи отвердевают за счет добавок специальных отвердителей при комнатной и повышенной температурах.
Широко применяют клеи БФ-2, БФ-4, ВИАМ-Б-3, ПУ-2 и др. Для склеивания деталей, работающих при повышенных температурах, используют термостойкие клеи: ВС-10Т, ВС-350, ВК-32-250, Эпоксид-П, Эпоксид-Пр, ВКТ-3 и др. Температура и время выдержки регламентируются определенным технологическим режимом склеивания.
Дата добавления: 2015-06-17; просмотров: 2965;