ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
Виды зубчатых колес и их точность
В современных машинах широко применяют зубчатые передачи.
Различают силовые зубчатые передачи, предназначенные для передачи крутящего момента с изменением частоты вращения валов, и кинематические передачи, служащие для передачи вращательного движения между валами при относительно небольших крутящих моментах.
Зубчатые передачи, используемые в различных механизмах и машинах, делят на цилиндрические, конические, червячные, смешанные и гиперболоидные (винтовые и гипоидные).
Наибольшее распространение получили цилиндрические, конические и червячные передачи (рис. 79).
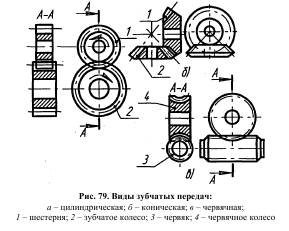
В современном машиностроении применяются разнообразные по форме размерам и профилюзубчатые колеса.
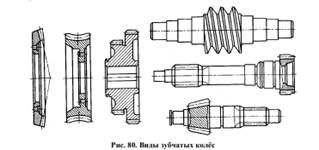
Они бывают: цилиндрические с прямым, косым, спиральным и шевронным зубом, конические с прямыми, косыми, криволинейными зубьями и червячные зубчатые колеса (рис. 80).
По конфигурации ЗКразличают в виде дисков, фланцев валиков (рис. 5.2).
По назначению ЗК: для силовых передач (передача момента с изменением частоты вращения), кинематические – для передачи вращательного движения при относительно небольших моментах.
Различают также шестерни (меньшее количество зубьев) и зубчатое колесо (большее число зубьев).
ЗК изготавливают из различных материалов: слабонагруженные – конструкционные стали, пластмассы, порошковые материалы, цв. сплавы и др., тяжело нагруженные – углеродистые или легированные стали 45Х, 40Х, 35ХМ и др. с последующей ХТО или ТО (цементация, ТВЧ, закалка …). Червячные колеса: бронза или чугуна антифрикционного.
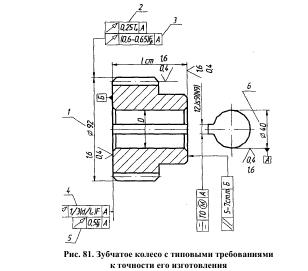
Основные требования:
1. точность центрального отверстия и посадочных шеек (6..8 кв.)
2. неперпендикулярность торцов к оси отверстия
3. эксцентриситет зубчатого венца относительно посадочных поверхностей
4. к остальным элементам требования по 8-12 кв.
В соответствии с ГОСТ для колес с m=1..50 установлено 12 степеней точности в порядке убывания точности от 1 до 12. Для 1 и 2 ст. точности допуски и предельные отклонения стандарт не предусматривает. Для всех остальных предусматривают следующие нормы точности:
1. кинематическая точность – определяет полную погрешность угла поворота ЗК за 1 оборот (8)
2. плавность работы колеса – определяет полную составляющую погрешности угла поворота ЗК многократно повторяющуюся за 1 оборот (7)
3. контакта зубьев – определяет отклонение относительных размеров пятна контакта сопряженных зубьев в передаче (9)
Независимо от степени точности ЗК, установлены еще нормы бокового зазора(виды сопряжений ЗК).
Существует 6 видов сопряжений ЗК в передаче, которые в порядке убывания гарантированного бокового зазора обозначаются буквами (A,B,C,D,E,H).
Кроме того, установлено 8 видов допуска на боковой зазор (x, y, z, a, b, c, d, h).
На основании этого нормы точности ЗК обозначаются: 8-7-9Ba.
8 - норма кинематической точности
7 – норма плавности работы
9 – норма контакта зубьев
В – вид сопряжения зубчатого колеса
а – допуск на боковой зазор.
В МС чаще всего применяют колеса 5-9 ст. точности.
Тех. требования к ЗК устанавливаются в зависимости от их служебного назначения,
а вид обработки устанавливается в зависимости от требуемой точности.
Основными эксплуатационными требованиями являются: износостойкость, плавность, бесшумность. При окружной скорости до 2,5 м/с Ra=2,5..1,25. При окружной скорости около 25 м/с Ra=0,63..0,32.
Основные требования к кинематическим передачам не зависят от скорости и силовых данных.
Методы получения заготовок ЗК
Заготовки ЗК простой формы, диаметром до 50 мм получают резкой из проката (рубка на прессе, ацител-кислород резак, отрезка на шлиф-отрезка - знать методы резки проката).
Более крупные заготовки в единичном и мелкосерийном производстве получают на молотах свободной ковкой или подкладных штампах.
В серийном и массовом производствах заготовки изготавливают на молотах в закрытых и открытых штампах.
Заготовки ЗК с хвостовиками, а также 2-х 3-х венцовые блоки изготавливают на ГКМ.
Кованные и штампованные заготовки целесообразно получать с прошитым центровым отверстием, если его диаметр более 25 мм, а длина меньше 2d.
Заготовки полученные на молотах свободной ковкой, по форме, не соответствуют полностью готовой детали, но структура детали благодаря ковке улучшается по сравнению с заготовкой отрезанной из прутка, т.е. улучшаются, как эксплуатационные свойства детали, так и ее обрабатываемость.
Штамповки в закрытых штампах, по сравнению с открытыми штампами имеют преимущества:
1. меньший расход металл, из-за отсутствия облоя
2. форма заготовки ближе к форме детали
3. Общая экономия металла может составлять 10-30% от массы припуска
Однако при штамповке в закрытых штампах наблюдается повышеный расход штампов.
Штамповка на прессах дает более точную заготовку в итоге, уменьшение расхода материала, производительность возрастает в 1,5-2 раза по сравнению с молотами, пресс работает без ударов, можно делать пробивку отверстия.
Заготовки из чугуна и цв. сплавов получают литьем. Данным методом можно также получать готовые зубья 10-12 ст. точности, без дальнейшей их обработки с использованием в некоторых сельхозмашинах.
Заготовки из пластмасс обычно получают прессованием.
Заготовки сателлитов ЗК в последнее время получают штамповкой с зубом за 2-3 перехода.
Конические и цилиндрические ЗК можно получать также с накаткой зуба. Эти методы позволяют значительно увеличить коэффициент использования материала.
Выбор баз и маршрута обработки ЗК
Механическая обработка ЗК делится на 2 этапа:
1. обработка до нарезания зубьев
2. обработка зубчатого венца в сочетании с отделочными операциями
Базовыми поверхностями при обработке цилиндрических ЗК могут быть различные поверхности зависящие от формы колеса, требований точности, типа производства.
Так, например, механическая обработка ЗК, имеющих ступицу (рис. 5.2 - I, II)
начинается с обработки отверстия (2-я направляющая база) и базового торца (опорная поверхность). Затем на их базе осуществляется токарная, зубообрабатывающая и зубоотделочная обработка.
Изготовление тарельчатых, венцовых - (рис. 5.2 – III, IV), у которых большая торцовая поверхность начинается с обработки торца (базовая поверхности) и отверстия (двойная опорная), с использованием их для дальнейшее обработки.
Типа вал – с обработки торцов и центрования (рис. 5.2 – V),. И в дальнейшем используются в качестве баз.
Основными методами нарезания ЗК являются методы:
- копирования (режущий инструмент, профиль которого соответствует профилю впадины)
- и обкатки (режущи инструмент и колесо, как бы катятся без скольжения друг по другу, а режущая кромка инструмента образует впадины).
Нарезание ЗК методом копирования
В качестве режущего инструмента при изготовлении зубчатых колес методом копирования (рис. 82) используют:
- дисковые модульные,
- пальцевые модульные фрезы,
- многорезцовые головки,
Дата добавления: 2015-06-17; просмотров: 2586;