Дифференциация и концентрация технологических процессов
Для обработки одной и той же детали могут использоваться различные варианты разных технологических процессов, обеспечивающие количественные и качественные показатели производства, но существенно отличающиеся по экономическим показателям.
Существенное влияние на построение технологического процесса оказывает тип производства, при этом в массовом или крупносерийном производствах технологические процессы строятся на принципе дифференциации или концентрации операций, при возможно полной их автоматизации.
При реализации принципа дифференциации технологический процесс расчленяется на элементарные операции, с примерно равным временем их выполнения; на каждом рабочем месте выполняются вполне определенные операции (чаще всего однопереходные). На таких операциях используются специальное оборудование и оснастка.
При реализации принципа концентрации производственного процесса предусматривается объединение операций, которое реализуется с помощью многошпиндельных станков, станков-автоматов и др.(рис. 2.1).
Если количество переходов, выполняемых на рабочем месте достаточно велико, то такое построение технологического процесса называется последовательной концентрацией.
Если одновременно выполняется значительное количество параллель-
ных переходов в одной операции, то такое построение технологического
процесса называется параллельной концентрацией.
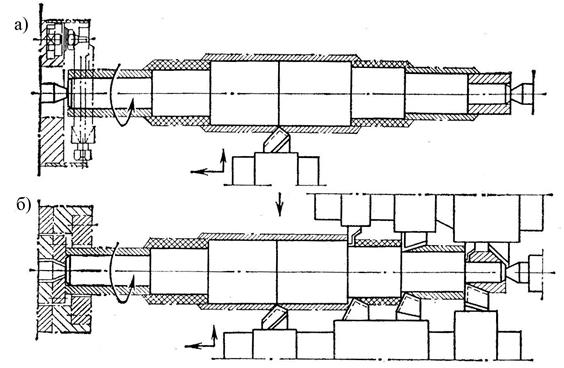
Рис. 2.1.Пример концентрации технологического процесса:
а) обработка одним инструментом; б) совмещенная
обработка
ОСНОВНЫЕ ПОНЯТИЯ О ТОЧНОСТИ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Точность обработки – это степень соответствия изготовленной детали заданным размерам и другим характеристикам, вытекающим из служебного назначения этой детали.
В большинстве случаев конфигурация деталей определяется комбинацией геометрических тел, ограниченных поверхностями простейших форм: плоскими, цилиндрическими, коническими, винтовыми и др.
Основные признаки соответствия детали заданным требованиям:
1) точность формы, то есть степень соответствия отдельных участков поверхностей детали, тем геометрическим телам, с которыми они отождествляются;
2) точность размеров участков поверхностей детали;
3) точность взаимного расположения поверхностей;
4) степень шероховатости поверхности, то есть степень соответствия реальной поверхности той геометрической поверхности, которая представляется идеально гладкой;
Форма обработанной поверхности является отображением кинематических схем обработки, каждой из которых соответствует своя обработанная поверхность.
Размеры отдельных поверхностей и размеры, определяющие взаимное расположение поверхностей, автоматически станком не обеспечиваются. Для автоматизации получения точных размеров необходимо применять особые методы работы и соблюдать ряд других условий (подналадка инструментов, применение координатно-измерительных машин и др.).
Шероховатость поверхности определяется размерной характеристикой микронеровностей, возникающих под влиянием пластических деформаций обрабатываемого материала и других факторов, сопутствующих процессам резания.
Отклонение параметров реальных поверхностей детали от заданных чертежом, характеризует погрешность детали.
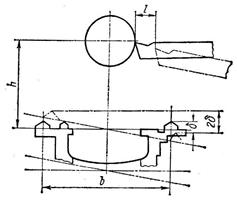
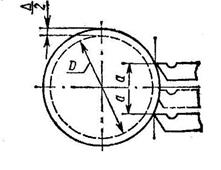
К факторам, определяющим точность обработки, относятся (рис. 3.1):
- температурные деформации узлов станка, обрабатываемой заготовки и режущего инструмента;
- остаточные деформации заготовки;
- неточность измерений в процессе обработки.
В технологии машиностроения рассматривается влияние комплексной системы станок – приспособление – инструмент – деталь (СПИД) на точность изготовленной детали.
| 
|
а) б)
Рис. 3.1. Пример факторов, влияющих на точность обработки:
а) погрешность станины и резца; б) изменение диаметра
детали
3.2. Жёсткость технологической системы
Под влиянием сил резания, пример которых приведен на рис. 3.2, при-
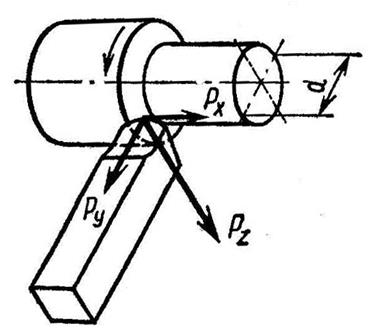
Рис. 3.2. Силы резания при точении
ложенных к звеньям системы СПИД, возникает её деформация. На точность
обработки влияют преимущественно те деформации СПИД, которые изменяют расстояние между режущей кромкой инструмента и обрабатываемой поверхностью, то есть деформации, направленные нормально к обрабатываемой поверхности.
Способность системы противостоять действию силы, вызывающей де-
формации, характеризует её жёсткость.
Жёсткостью технологической системы называется отношение радиальной силы резания  , направленной перпендикулярно обрабатываемой поверхности, к смещению режущей кромки инструмента относительно обрабатываемой поверхности в том же направлении:
, направленной перпендикулярно обрабатываемой поверхности, к смещению режущей кромки инструмента относительно обрабатываемой поверхности в том же направлении:

Совместное действие сил резания снижает точность обработки при тех же характеристиках процесса обработки.
Жёсткость станка – способность узлов станка противостоять действию сил деформации (считая, что инструмент и заготовка являются абсолютно жёсткими).
Жёсткость инструмента (приспособления) – способность инструмента (приспособления) противостоять деформации (при абсолютно жёстких станке и детали).
Для упрощения расчётов жёсткости принята величина обратная жёсткости, называемая податливостью:

Жёсткость системы равна сумме жёсткостей составляющих системы:

Жёсткость системы можно анализировать статистическими методами (нагружение, обработка коротких отрезков и др.).
Дата добавления: 2015-04-07; просмотров: 2216;