Жалпы мәліметтер
Илемдеу өндірісі – бұл металлургиялық кәсіпорынның үшінші рет қайта балқытуы, мұнда кесектерді немесе құйылған дайындаманы дайын бұйымдарға қайта өңдейді, яғни әртүрлі қалыптарда және өлшемдерде илемдеу. Илемдеу процесінің мәні металды қысыммен оған қажет қалып пен өлшемді беру үшін өңдеуден тұрады, осы үшін кесекті немесе дайындаманы бір рет белгілі бір бейіндегі айналатын біліктердің арасынан өткізеді.
Барлық илемдеу бұйымдарын бірқатар негізгі түрлерге бөлуге болады: сұрыпталған бейіндер, құбырлар, табақ және арнайы илем түрлері. Сұрыпталатын бейіндерге дөңгелек, төрт бұрыш, бұрыш, рельс, қос тавр, швеллер және т.б жатады. Табақтар әртүрлі қалыңдықты және ұзындықты, тот баспайтын болаттың қоспаларымен және оларсыз болуы мүмкін. Илемдеудің арнайы түрлеріне шпунттарды, шарларды, өстерді және т.б. жатқызуға болады.
Илемдік үшінші қайта балқыту өндіріс процесінде аяқтаушы болып табылады. Алайда кейінгі жылдары төртінші қайта балқыту цехтері дамуға ие болады: термиялық, метиздік, калибрлік бұйымдар цехтері, салқын илемдеу, иілген бейіндер цехтері, илемдеу бұйымдарының физикалық-химиялық қасиеттері, пішіні жетілдірілетін және жартылай фабрикаттар алынатын цехтер, бұл илем тұтынушыларында маңызды экономикалық әсерді қамтамасыз етеді.
Илемдеу орнағы конструкциялар мен технологиялық ерекшеліктердің әртүрлілігімен ерекшеленеді. Қыспақ орнақтарды (блюмингтер, слябингтер), дайындау, рельстік-арқалық, ірі-орташа ұсақ сұрыпты, қалың табақты, жұқа табақты және ыстық және салқын илемдеу болып ажыратады.
Илемдеу процесінде металдың қозғалу сипатына қарай реверсивтік, жартылай үздіксіз емес және үздіксіз болып бөлінеді. Кейінгі кезде үздіксіз немесе шексіз илемдеу тәсілі артық болып саналады, өндіріс ағымында дайындамаларды қыспақ пісіреді және илемдеуді үзіліссіз жүргізеді.
Болатты бөліп құюдың екі тәсілі бар болғандықтан (мазмұндағыштарда және үздісіз), илемдеудің екі технологиялық сұлбалары да орын алады. Бірінші сұлба бойынша кесектер ыстық күйінде блюмингтің немесе слябингтің қыздырылған құдықтарының бөлігіне түседі. Белгілі бір температураға дейін қыздырудан кейін оларды келесі орнақтар үшін илемдейді. Екінші сұлба бойынша МНҚЗ құйылған дайындама илемдеусіз қыспақ орнақтарында ыстық илемдеу орнағына беріледі.
Илемдеу бойынша металлургиялық зауыттың қуаттылығы басқа негізгі цехтер мен жалпы зауыттық шаруашылықтың құрамы соған сәйкес анықталған слябингтің немесе блюмингтің бірлі-жарым қуаттылығымен анықталады. Осы орнақтардың қуаттылығы 5-6 млн т. жылына құрайды. Болатты үздіксіз бөліп құюды енгізумен зауыттың қуаттылығы қыспақ орнақтарға тәуелді және кейінгі илемдеу орнақтарының өткізу қабілетіне қарай анықталады. Сонымен, мысалы, үздіксіз қыздырып илемдеудің кең жолақты орнақтары 6-8 млн. теңге өткізу қабілетіне ие, қалың табақты орнақтар - 2-2,5млн.т., ірі сұрыпты және орташа сұрыпты - 1,5-2млн.т.
Металлургияда ерекше орын химиялық, мұнай және мұнай өндіру өнеркәсібіне, машинажасауға және тұрмыстық қажеттіліктерге, өнеркәсіптік объектілерді салуға арналған әртүрлі бағыттағы құбырларды шығару орын алады.
Дайындау тәсілдері бойынша құбырлар 4 тапқа бөлінуі мүмкін: қыздырып домалатылатын жіксіз болатты, пісірілетін болатты, салқындай формасын өзгерткен және шойынды құйылатын.
Жіксіз құбырлардың үлесіне 40% жуығы келеді. Оларды өндіру дайындау тәсілдерінің әртүрлілігімен сипатталады, мысалы, автомат-орнақтарды, үздіксіз құбыр илемдік орнақтарды пайдаланумен сипатталады. Оларды өндіру келесі сұлба бойынша қайта балқытылатын болып жобаланады: электрлік балқыту - әрі қарай орумен іші қуыс дайындаманы үздіксіз құю. Балқытылатын құбырлар 60% құрайды. Оларды өндірудің негізгі әдісі – табақты илемдеу, электрлік балқыту және пеште пісіру. Пісіру құбырларының өндірісі бойынша зауыттар әкелінетін орамдық немесе табақтық илемдеуді пайдаланумен жұмыс істей алады.
Илемдеу өндірісінің кең үлесін будандық өнеркәсіп бұйымдары құрайды, олар төртінші қайта балқытудың өнімдері: сым, болат арқандар, металлокорд, тор, темірбетонға арналған өрілген арматура, металл таспасы, пісіру электродтары, серіппелер, болттар, өзектер және т.б. Қазіргі таңда қара металлургия кәсіпорындары өнімнің 90 мыңнан астам типтік өлшемдерін шығарады.
Дайын өнім қоймаларда жиналады, сұрыпталады және сол жерден тұтынушыға түсіріледі.
7.7-суретте блюминг құрамында сұрыпталатын өндіріспен илемдеу орнағының сұлбалық жоспары бейнеленген. Арбадағы ыстық кесектер кесектерді шешу бөлімінен қыздыру құдықтары бөліміне түседі. Қыздырылғаннан кейін кесектерді кесек тасығышқа салады, оларды блюминг жайына жеткізеді.
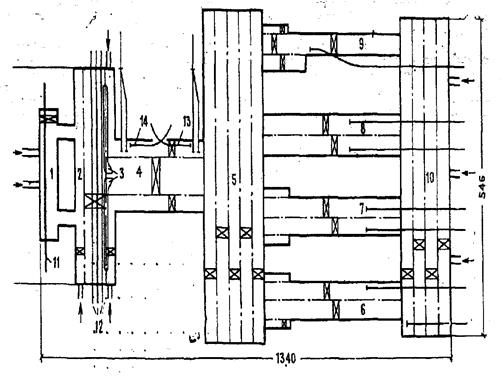
1-отқа берік материалдар қоймасы;2-қыздыру құдықтарының бөлімі;3-сақиналы құймаберу;4- блюминг;5-дайындау қоймасы;6-ұсақ тұқымды бәден 250;7-сымды бәден250;8-құбыр дайындау бөлімі;9-орта тұқымды бәден 350: 10-дайын өнім қоймасы, теміржол жолдары; 11-отқа берік материалдарды беру;12- құйма тасымалдаушы құрамдардың жүрісі;13-дайындалғанды тиеу;14-қиманы тиеу
7.7-сурет-Жалға алу цехының сызба түріндегі жоспары
Блюмингтен кесекті үздіксіз-дайындау орнағына және одан тасымалдау әрі қарай илемдеуге арналған орнаққа ольгангтармен іске асырылады.
Дайын өнімді көбінесе теміржол көлігімен тасымалдайды. Бұл процесс бос вагондармен қамтамасыз ету, вагондарды жүк операцияларына дайындау, илемді орау және жүктеу және сыртқы желіге жіберу бойынша операциялардан тұрады.
Құбыр өндірісінің дайын өнімін тасымалдау кейбір ерекшелікке ие, себебі вагондарды құбырлармен МПС желісіне жіберу кезінде түсіру 30 бастап 100% дейін вагондардың номинальды жүк көтергіштігін құрай отырып, құбыр қабырғаларының диаметрі мен қалыңдығына байланысты, ал бұл өндірістік басқа вагондарға қарағанда бос вагондардың өте үлкен санын талап етеді.
Илемдеу цехтері аудандарының (илемдеу ауданының) дұрыс дамуы илемдеу цехтерінің көліктік қызмет көрсетілуін және зауыттың дайын өнімін түсіруді қамтамасыз ететін кәсіпорынның теміржол жолдарының жалпы сұлбасының маңызды учаскесі болып табылады. Осы ауданның жолдарының сұлбасын қалыптастыру кезінде цехтердің өнімділігі мен құрамын, цехтер бойынша жоспарлы шешімдерді, дайындау көлігінің түрін (теміржол автомобильдік немесе арнайы конвейерлер) және дайын илемді түсіру және орау тәсілін ескеру керек.
Илемдеу ауданының даму сұлбасының негізі жалпы ауданның сұлбасын қалыптастыруды анықтайтын «Илем» станциясы. Өзінің бағыты бойынша бірқатар жағдайларда станциялар арасында вагон ағымдарын бөлу бойынша жұмысты, сонымен қатар, транзиттік поездарды өткізуді орындайтын «Илем» станциясы жүк станциясы болып табылады.
«Илем 2» станциясының орналасуының үш нұсқасы кездеседі: бұрышта, илемдеу цехтеріне перпендикуляр және бірізді (жалғасымды) (7.14-сурет,а,б,в).
7.15-суретте сұрыпталған және табақты өндіріспен металлургиялық зауытты дамытудың бас жоспар-сұлбасы көрсетілген. «Илем» станциясы бұл зауытта илемдеу цехтерінің бойымен бұрышта орналасқан жүк станциясы ретінде жобаланған.
Станция транзиттік қозғалысқа ие. Суық илемдеу цехінде қыздырып илемдеу цехтерінен дайындаманы беру арнайы конвейерлермен шешілген. Бұл сұлбаның артықшылығы станцияның шеткі станциясының бойымен біркелкі бөлу болып табылады, бұл ірі металлургиялық зауыттарда мұндай сұлбаны пайдалануға, сонымен қатар, сыртқы желіге беру үшін және жүкті транзиттік жылжыту үшін жолдарды пайдалану.
Илемдеу өндірісінің көлігі бойынша жоспарлы және техникалық шешімдердің одан әрі жетілдірілуі көліктің ұтқыр құралдарын, яғни автомобильдердің және өздігінен жүретін қондырғылардың, қырғыштың, отқағарлардың, жөндеу металының, өндіріс қалдықтарының және басқа жүктердің дайындалуын және қолданылуын беру үшін үздіксіз және арнайы көлік құралдарын пайдалану бағытында көліктік-технологиялық процесінің ағымдылығын қамтамасыз ету кезінде жүргізіледі.
Дайын өнімді тасымалдау одан әрі де көбінесе теміржол көлігімен іске асырылатын болады, сонымен дамуға үлкен жүкті вагондар мен жоғары ілінісу салмақты локомотивтер ие.
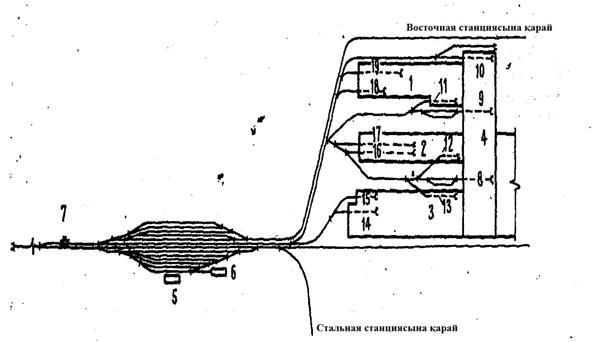
1-ұсақ тұқымды бәден 350; 2-ұсақ тұқымды-сымды бәден-250; 3-сызықтық бәден 1700; 4-дайындық қоймасы; 5-бөлімшенің ғимараты; 6-вагондарды техникалық тексеру бөлімшесі; 7- вагондық таразы; 8,9,10-тауарды тиеу жолдары; 11,12,13- тұрмыстық жолдар; 14-19-дайын жалға беруды тиеу жолдары
7.8-сурет-Жалға беру ауданың жолдық дамыту сызбасы
8 МАШИНАЖАСАУ ЗАУЫТТАРЫНЫҢ
Дата добавления: 2015-05-28; просмотров: 2343;