Обозначение шероховатости поверхности
Обозначение шероховатостей поверхностей деталей машин и правила нанесения их на чертежах установлены ГОСТ 2789-73 (Данное методическое пособие составлено с учетом изменения №3 принятого Межгосударственным советом по стандартизации, метрологии и сертификации (протокол №21 от 28.05.2002г.)). В соответствии с данным ГОСТом шероховатость поверхности характеризуется одним из следующих параметров: средним арифметическим отклонением профиля (Rа) или высотой неровностей профиля по десяти точкам (Rz). Значения этих параметров определяются в пределах некоторого участка поверхности, длина которого называется базовой длиной l.
В обозначении шероховатости поверхности применяют один из знаков в соответствии с рисунком 54. Высота знака h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел: высота H = (l,5...3)h. Толщина линий знаков должна быть приблизительно равна половине толщины основной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, приметают знак в соответствии с рисунком 54,а.
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например, литьем, ковкой, штамповкой, прокатом и т.п. применяют знак в соответствии с рисунком 54, в.
Поверхности, не обрабатываемые по данному чертежу, т.е. не подвергаемые дополнительной обработке также отмечают знаком в соответствии с рисунком 54, в.
а) б) в)
Рисунок 54
Для указания вида обработки и других пояснительных надписей применяют знаки с полкой в соответствии с рисунком 55. На учебных чертежах рекомендуется применять знак без полки.
Рисунок 55
Условный знак наносится на линиях контура, на выносных линиях или на полках линий-выносок в соответствии с рисунком 56. Своей вершиной угол должен касаться линии, на которую он наносится, и располагаться так, чтобы его биссектриса была перпендикулярна этой линии.
При недостатке места допускается обозначение шероховатости располагать на выносных и размерных линиях или на их продолжении, а также разрывать выносную линию. На линии невидимогоконтура допускается наносить обозначение шероховатости только в случае, когда от этой линии нанесен размер.
Числовые величины параметров следует брать по ГОСТ 2789-73.
Рисунок 56
На рисунке 57,а показано расположение знаков шероховатости, в которых знак не имеет полки. Если поверхность расположена в зоне с углом 300, то знак шероховатости наносят на полке линии-выноски, оканчивающейся стрелкой. На рисунке 57,б показаны варианты расположения знака шероховатости, имеющего полку.
а) б)
Рисунок 57
Если все поверхности детали имеют одинаковую шероховатость, то ее обозначение помещают в правом верхнем углу чертежа и на изображении не наносят в соответствии с рисунком 58, а. Размер знака, вынесенного в правый верхний угол чертежа, должен обводиться утолщенной линией и быть приблизительно в 1,5 раза больше, чем в обозначении на изображении.
а) б)
в) г)
Рисунок 58
Обозначение в правом верхнем углу чертежа должно располагаться на расстоянии 5... 10 мм от сторон рамки в соответствии с рисунком 58,б. В случае одинаковой шероховатости большей части поверхности детали в правом верхнем углу чертежа помещается обозначение одинаковой шероховатости и условное обозначение знака в скобках в соответствии с рисунком 58,б, которые означают, что все поверхности, не имеющие на чертеже знаков шероховатости, должны иметь шероховатость, указанную перед скобкой. Размеры знаков в скобке и на изображении — одинаковы; размер знака перед скобкой увеличивается в 1,5 раза, утолщается и линия знака.
Если какая-либо поверхность детали не обрабатывается по чертежу, то обозначение ее шероховатости наносят и на самом чертеже в соответствии с рисунком 58, г. Шероховатость поверхности зависит от инструмента, которым обрабатывается поверхность, а также от технологического процесса.
Необходимая шероховатость поверхности деталей задается с учетом их назначений и условий работы. Чтобы правильно задать шероховатость поверхности в учебных условиях исходим из следующего:
1. Если детали соприкасаются между собой и перемещаются относительно друг друга, шероховатость их поверхности должна соответствовать: Rа 2,5...0,32; Rz l0...l6мкм.
2. Если детали соприкасаются между собой и неподвижны относительно друг друга, шероховатость поверхностей может соответствовать: Rа 20...2,5; Rz 80...10 мкм.
3. Поверхности деталей, не соприкасающиеся с какими-либо поверхностями, могут иметь шероховатость: Rа 20...5; Rz 80...20 мкм.
4. При предъявлении эстетических требований к внешнему виду поверхностей они должны иметь шероховатость: Ra 5...l,25; Rz 20... 6,3 мкм.
5. Шероховатость поверхностей резьбы может быть: Ra 10...1,25; Rz 40...6,3 мкм.
Прилагаемая таблица 8 поможет ориентировочно определять шероховатость поверхностей.
Таблица 8 – Параметры шероховатости
| Вид обработки | Характеристика поверхности | Область применения | Класс | Ra | Rz |
| 1. Обработка обдирочным резцом. | Следы обработки видны на глаз. | Грубые соединения. | 1-3 | 80-10 | 320-40 |
| 2. Чистовое точение, фрезерование, литье под давлением, грубая шлифовка. | Следы малозаметны на глаз, но осязаемые рукой (ногтем). Поверхность матовая. | Соединения неподвижных валиков и втулок отверстия под болты, винты. Малоответственные неподвижные и подвижные соединения. | 4-6 | 10-1,25 | 40-6,3 |
| 3. Чистовое точение и фрезерование, шлифование. | Следы обработки заметны с помощью лупы. Поверхность блестящая. | Ответственные подвижные соединения, подшипники скольжения. | 7-9 | 1,25-0,16 | 6,3-0,8 |
| 4. Притирочные работы, полирование. | Блестящая, зеркальная поверхность, следов обработки не видно. | Особо ответственные соединения в приборостроении. | 10-14 | 0,16-0,08 | 0,8-0,32 |
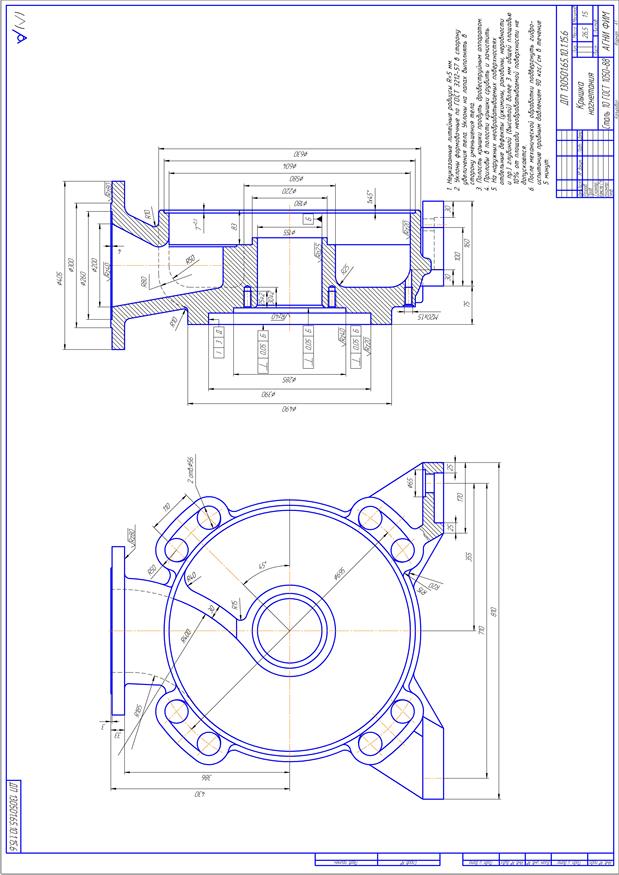
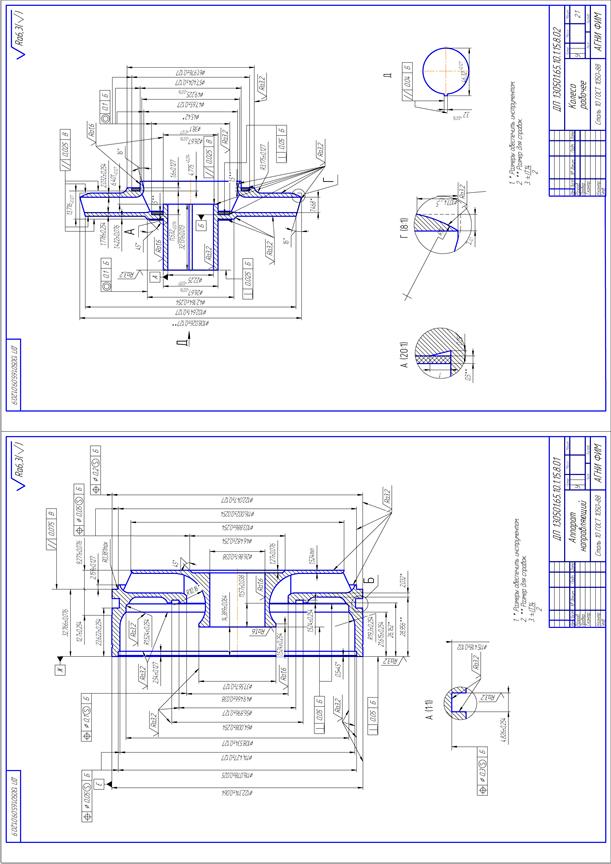
Примеры оформления рабочих чертежей деталей приведены на рисунках 59 и 60.

Дата добавления: 2015-05-28; просмотров: 2696;