Призначення ливникових систем, їх види
Ливникова система – сукупність каналів, призначених для подачі рідкого металу в порожнину ливарної форми (рис 46).
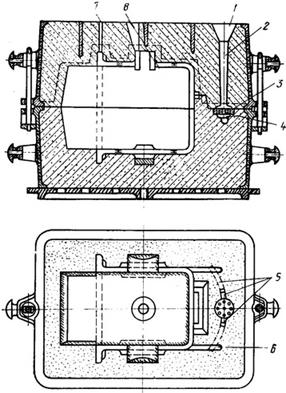
Рисунок 46. Піщана форма з ливниковою системою для відливки з сірого чавуну: 1 – ливникова чаша, 2 – стояк, 3 – фільтрувальна сітка, 4 – зумпф, 5 – шлаковловлювач, 6 – живильники, 7 – випор, 8 – додаток.
Правильність вибору місця підведення металу, конструкції і розмірів ливникової системи – найважливіша умова отримання якісної відливки. 30% браку відливок – через неправильну ливникову систему.
Ливникова система повинна забезпечувати:
1) Безперервну подачу розплаву у форму найкоротшим шляхом.
2) Спокійне і плавне заповнення форми.
3) Створення направленого твердіння відливки.
4) Уловлювання шлаку та інших неметалічних включень.
5) Отримання відливок без поверхневих дефектів (засмічень, ужимин, шлакових включень тощо).
6) Живлення масивних частин відливки рідким металом в процесі кристалізації і охолодження.
7) Мінімальні витрати металу на ливникову систему.
Ливникова система складається з таких елементів:
Ливникова воронка або чаша (рис.47) – служить для приймання розплаву з ковша, затримання шлаку і передачі розплаву в стояк.
Воронки застосовують для дрібних відливок, чаші – для середніх і крупних.
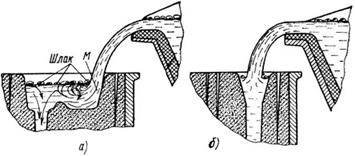
Рисунок 47. Заливка металу в ливникову чашу (а) і воронку (б).
Розміри воронок і чаш нормалізовані, їх вибирають в залежності від діаметру стояка.
Воронка № 1 – dст = 18мм, № 2 – dст = 23мм, № 3 – dст = 27мм, № 4 – dст = 30мм.


Рисунок 48. Розміри ливникової воронки в залежності від діаметру стояка (Dст - діаметр стояка, Dв – діаметр воронки, Нв – висота воронки).
Під час заливки чаша повинна бути повною, інакше повітря і шлак можуть потрапити у відливку. Для затримання шлаку в чаші встановлюють фільтрувальні сітки з стержневої суміші, шамоту (для дрібних відливок), пробки, пороги і перетинки (рис.49).
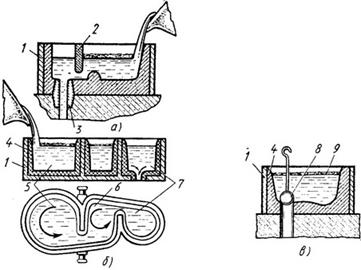
Рисунок 49. Різновиди ливникових чаш: а — ливникова чаша, виконана в надставці з перетинкою для затримання шлаку і втулкою у вхідному отворі; б — трьохсекційна ливникова чаша для крупних форм з відокремленням шлаку під дією відцентрової сили; в – мірна ливникова чаша з пробкою; 1 — кожух надставки, 2 — перетинка з стержневої суміші, 3 — стержнева втулка, 4 — вогнетривке облицювання, 5, 6, 7 —камери ливникової чаші, 8 — пробка, що закриває вхідний отвір, 9 — шар шлаку.
Стояк (рис.50) – вертикальний канал, який передає розплав з воронки в шлаковловлювач. Стояк має зазвичай циліндричну або конічну форму. При ручній формовці стояк звужується донизу, при машинній і автоматичній – доверху. Кут нахилу зовнішньої стінки стояка – 1,5-2о. Розраховують площу перерізу стояка в найвужчому місці.
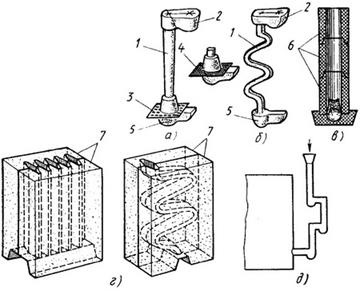
Рисунок 50. Різновиди стояків: а —прямий конічний з фільтрувальною сіткою, б —зигзагоподібний стояк, в — циліндричний стояк для виготовлення крупної стальної відливки, виконаний в наборних вогнетривких втулках, г — щілинні стояки прямий і зигзагоподібний, виконані в піщаних стержнях, для литва легких кольорових сплавів, д — ступеневий стояк, який зменшує швидкість руху розплаву: 1 – стояк, 2 — ливникова чаша, 3 — металічна сітка, 4 — сітка із склотканини для фільтрування розплаву, 5 — зумпф, 6 — вогнетривкі трубки, 7 —частини стержня.
Шлаковловлювач – горизонтальний трапецієвидний канал (рис.51) для передачі розплаву зі стояку до живильників, а також для затримання шлаку. Шлаковловлювач розташовують у верхній півформі. Для затримання шлаку шлаковловлювач повинен бути заповнений розплавом в процесі заливки форми. Це досягається відповідним співвідношенням перерізів стояка, шлаковловлювача і живильника. Поперечний переріз шлаковловлювача – трапеція. Розміри перерізу розраховуються.


Рисунок 51. Поперечний переріз шлаковловлювача.
 (зазвичай);
(зазвичай);  ;
;  (для кольорових сплавів);
(для кольорових сплавів); 

 , звідси можна знайти лінійні розміри шлаковловлювача (або вибрати їх по довідниковим таблицям).
, звідси можна знайти лінійні розміри шлаковловлювача (або вибрати їх по довідниковим таблицям).
Живильники – канали для подачі розплаву в порожнину ливарної форми. Найчастіше форма перерізу живильника – трапецієвидна, розташовують їх в нижній півформі.


Рисунок 52. Поперечний переріз живильника.
 ,
,
де δвідл – товщина відливки у місці підведення металу.
Якщо h > δвідл, то на живильнику виконують пережим на відстані 2-2,5мм від відливки для кращого відокремлення живильників.

Розміри живильника розраховують або вибирають по довідниковим таблицям.
Випори – вертикальні канали, розташовані на найвищій частині відливки у верхній півформі, вони служать для виведення газів з форми та сигналізації про закінчення заливки. В залежності від величини відливки встановлюють один або декілька випорів. Переріз випору в нижній основі – ¼ - ½ перерізу стінки відливки.
Додатки – елементи ливникової системи для живлення металом масивних частин відливки в період твердіння і охолодження (для попередження утворення усадочних раковин у відливках з ковкого, високоміцного чавуну, сталі і кольорових сплавів).
В залежності від місця підведення металу у форму розрізняють такі типи ливникових систем (рис.53):
1. Верхня (рис.53, а) – система подачі рідкого металу в порожнину ливарної форми зверху. Дуже проста по конструкції, потребує малих витрат металу, забезпечує направлене твердіння відливки, але при падінні металу розмивається форма, утворюючи засмічення і неметалічні включення, не затримує шлак. Застосовується для невисоких простих відливок з малою товщиною стінок.
2. Нижня (сифонна) (рис.53, б) – система подачі металу у форму знизу. Забезпечує спокійне заповнення металом форми, добре затримує шлак, але не забезпечує направленість твердіння, складна за конструкцією, потребує великих витрат металу. Застосовується для високих відливок середньої і великої маси при ручній формовці.
3. Бокова (рис.53, в) – система з підведенням металу по площині роз’єму форми. Найпоширеніший тип ливникової системи, проста за конструкцією, але не забезпечує направленість твердіння, має підвищені витрати металу. Широко застосовується для різних відливок з глибиною в нижній півформі до 200мм, особливо при машинній формовці.
4. Вертикально-щілинна (рис.53, д) – живильники у вигляді щілин розташовані у вертикальній площині. Дуже складна за конструкцією, але плавно підводить метал, забезпечує направленість твердіння, добре затримує шлак, має підвищені витрати металу. Застосовують для складних відповідальних відливок (в основному з кольорових сплавів).
5. Дощова (рис.53, е) – система подачі металу зверху крізь велику кількість тонких живильників, розташованих на кільцевому колекторі. Забезпечує рівномірність заповнення і охолодження відливки, направленість твердіння, добре затримує шлак. Недолік – можливо розбризкування металу при падінні у форму і утворення «корольків». Застосовується для відливок циліндричної форми при ручній формовці, виконується в спеціальному стержні.
6. Комбінована – спочатку розплав поступає у форму сифонним способом, а потім через дощову систему. Форма не руйнується, не утворюються «корольки». Застосовується для складних високих тонкостінних відливок.
7. Ярусна (рис.53, г) – живильники підводять до відливки на декількох рівнях. Забезпечує добре живлення відливки, найскладніша у виготовленні, потребує великих витрат металу. Застосовують для крупних і важких відливок.
Вибір типу ливникової системи залежить від виду металу, його ливарних властивостей, форми, розмірів, маси і призначення відливки.
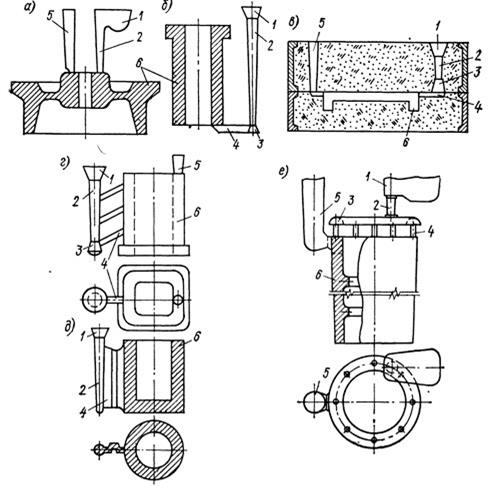
Рисунок 53. Типи ливникових систем: а – верхня; б – нижня (сифонна); в – бокова; г – ярусна (поверхова); д – вертикально-щілинна; е – дощова: 1 – чаша (воронка), 2 – стояк, 3 – шлаковловлювач (колектор), 4 – живильник, 5 – випор, 6 – відливка.
Дата добавления: 2015-05-21; просмотров: 1777;